影像测量仪使用本身的硬件(CCD,目镜,物镜数据线)将所能捕捉到的图象通过数据线传输到电脑的数据采集卡中,之后由软件在电脑显示器上成像,由操作员用鼠标在电脑上进行快速的测量。以上的工序基本在几万分之一秒完成,所以可以把他看作是实时检测设备,或者狭隘一点可以称为动态测量设备。如果配置合乎要求,设备不会产生图象滞后现象。因工件大小而议,工作台可以选择不同行程。光源亮度可调,可以在各种光线条件下选择合适的光源亮度。
自身优点:
1、装配2个可调的光源系统,不仅观测到工件轮廓,而且,对于不透明的工件的表面形状也可以测量。
2、使用冷光源系统,可以避免容易变形的工件在测量是因为热而变形所产生的误差。
3、工件可以随意放置。
4、仪器操作容易掌握。
5、测量方便,只需要用鼠标操作。
Z轴方向加探针传感器后可以做2.5D的测量。
改装后的局限性:
1、只能做2D测量,改装后Z轴的测量尺寸有局限性,高测到90mm
2、改装后,对一些较软的工件(橡胶制品)精度会受影响。
3、测头只能在同一垂直方面接触式测量,非同于三坐标旋转测头;
功能特点
1、多点测量点、线、圆、孤、椭圆、矩形,提高测量精度;
2、组合测量、中心点构造、交点构造,线构造、圆构造、角度构造;
3、座标平移和座标摆正,提高测量效率;
4、巨集指令,同一种工件批量测量更加方便快捷,提高测量效率;
5、测量数据直接输入到AutoCAD中,成为完整的工程图;
6、测量数据可输入到Excel或Word中,进行统计分析,可割出简单的Xbar-S管制图,求出Ca,等各种参数;
7、多种语言界面切换;
8、记录用户程序、编辑指令、教导执行
9、大地图导航功能、刀模具立体旋转灯、3 D扫描系统、快速自动对焦、自动变倍镜头。
10、可选购接触式探针测量,用于接触式测量不规则的产品,如椭圆、弧度 、平面度等尺寸;
11、此外,影像测量仪还可以检测圆形物体的圆度、直线度、以及弧度
12、在影像仪下绘制的图像,可以直接保存为dxf文件,该文件可以在autocad软件中直接打开!或者是导入到三维软件中
13、影像测量仪若是在加了探针的情况下,还可以直接用探针打点然后导入到逆向工程软件做进一步处理!软件可以自由实现探针/影像 相互转换
注意事项
1、仪器应放在清洁干燥的室内(室温20℃±5℃,湿度低于60%),避免光学零件表面污损、金属零件生锈、尘埃杂物落入运动导轨,影响仪器性能
2、仪器使用完毕,工作面应随时擦拭干净,好再罩上防尘套。
3、仪器的传动机构及运动导轨、应定期上润滑油,使机构运动顺畅,保持良好的使用状态。
4、工作台玻璃及油漆表面脏了,可以用中性清洁剂与清水擦拭干净。绝不能用有机溶剂擦拭油漆表面,否则,会使油漆表面失去光泽。
5、仪器LED光源使用寿命很长,但当有灯泡烧坏时,请通知厂商,由人员为您更换。
6、仪器精密部件,如影像系统、工作台、光学尺以及Z轴传动机构等均需精密调校,所有调节螺丝与紧固螺丝均已固定,客户请勿自行拆卸,如有问题请通知厂商解决。
7、软件已对工作台与光学尺的误差进行了补偿,请勿自行更改。否则,会产生错误的测量结果。
8、仪器所有电气接插件、一般不要拔下,如已拔掉,则按标记正确插回并拧紧螺丝。不正确的接插、轻则影响仪器功能,重则可能损坏系统。
按其投射路径可分为(a)垂直型投影机(b)落地型投影机(c)水平型投影机。投影机与灯泡通电后,光线经过滤热镜 片、透镜组、工作台平板、反射镜、投影幕等,将工件轮廓或表面经放大后并投影至半透明的投影幕上。通常,调整工件与投影透镜间至适当的焦距距离,使投影幕至清楚的状况,以确保工件测量的准确性影像测量仪的构造,可由三个不同测量系统而有不同构造。若以垂直型投影机为例,其投影透镜可由25x至225x的放大倍率,而常用者有10x、20x、50x、100x等四种。测量工件则可用轮廓照明或表面反射照明。附件包括回转式装物台、分厘头(机械式或光学式)、显示器、V型块、中心顶架、各种倍率的透镜(可随意更换)、投影幕、标准图片、玻璃尺和照相设备等。影像测量仪分类:影像测量仪、二维影像测量仪、二次元、自动影像测量仪、全自动影像测量仪、二次元影像测量仪、2.5D影像测量仪、影像测绘仪等等。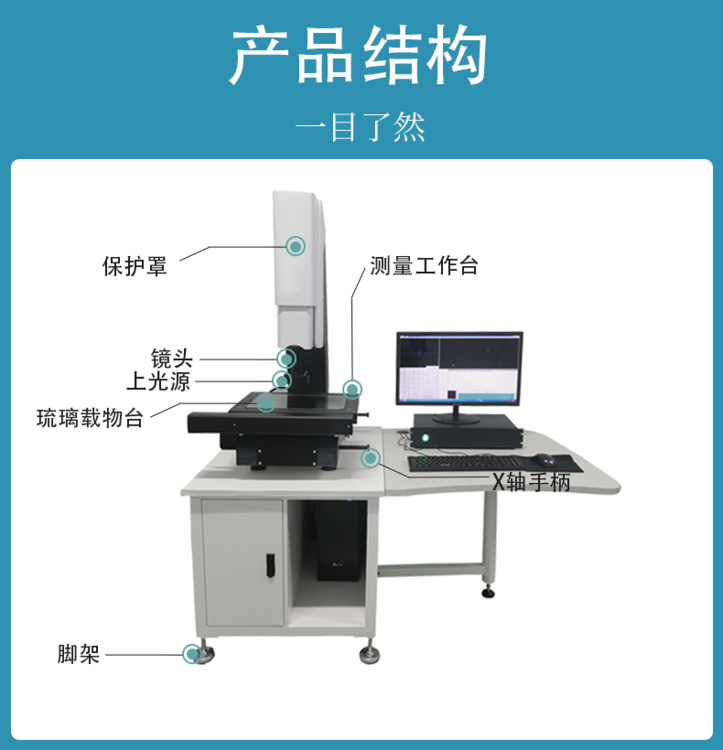
相比于手动机台,自动机台在价格上是无法去其相比的,一个手动的仪器,其价格仅仅是几万而已,而自动仪器的价格则是动辄几十万,因此自动机台在这方面是不具备优势的。那么我们就将二者的性能进行比较。手动与自动的操作方式不同,所以性能也有很大的区别,手动机台由于人为操作的因素,所以在检测过程中会产生很大的人为误差,这也手动二次元在检测中的精度就会大大的逊色与自动机型,再者手动机台由于需要手动进行控制,所以它的检测效率相比于自动机台,也是具有很大的差距,这样就无法满足相当大一部分客户的需求。