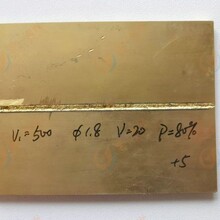
因为激光焦点处光斑中心的功率密度过高,容易蒸发成孔。离开激光焦点的各平面上,功率密度分布相对均匀。离焦方式有两种:正离焦与负离焦。焦平面位于工件上方为正离焦,反之为负离焦。按几何光学理论,当正负离焦平面与焊接平面距离相等时,所对应平面上功率密度近似相同,但实际上所获得的熔池形状不同。负离焦时,可获得更大的熔深,这与熔池的形成过程有关。
根据汽车工业批量大、自动化程度高的特点,激光焊接设备向大功率、多路式方向发展。在工艺方面美国Sandia国家实验室与PrattWitney联合进行在激光焊接过程中添加粉末金属和金属丝的研究,德国不莱梅应用光束技术研究所在使用激光焊接铝合金车身骨架方面进行了大量的研究,认为在焊缝中添加填充余属有助于消除热裂纹,提高焊接速度,解决公差问题,开发的生产线已在工厂投入生产。
激光焊接在电子工业中,特别是微电子工业中得到了广泛的应用。由于激光焊接热影响区小、加热集中迅速、热应力低,因而正在集成电路和半导体器件壳体的封装中,显示出特的性,在真空器件研制中,激光焊接也得到了应用,如钼聚焦极与不锈钢支持环、快热阴极灯丝组件等。传感器或温控器中的弹性薄壁波纹片其厚度在0.05-0.1mm,采用传统焊接方法难以解决,TIG焊容易焊穿,等离子稳定性差,影响因素多而采用激光焊接效果很好,得到广泛的应用。
随着数字化技术日益成熟,代表处动地接技术的数字焊机、数字化控制技术业已稳步进入市场。三峡工程、西气东输工程、航天工程、船舶工程等国家大型基础工程,有效地促进了焊接特别是焊接自动化技术的发展与进步。汽车及零部件的制造对焊接的自动化程度要求日新月异。我国焊接产业逐步走向“、自动化、智能化”。
我国的焊接自动化率还不足30%,同发达工业国家的80%差距甚远。从20世纪未国家逐渐在各个行业推广自动焊的基础焊接方式——气体保护焊,来取代传统的手工电弧焊,已初见成效。可以预计在未来,国内自动化焊接技术将以的速度发展。
20世纪90年代,我国焊接界把实现焊接过程的机械化、自动化作为战略目标,已经在职各行业的科技发展中付诸实施,在发展焊接生产自动化,研究和开发焊接生产线及柔性制造技术,发展应用计算机辅助设计与制造;药芯焊丝由2%增长到20%;埋弧焊焊材也将在10%的水平上继续增长。其中药芯焊丝的增长幅度明显加大,在未来20年内会超过实芯焊丝,终将成为焊接中心的主导产品。