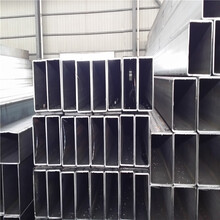
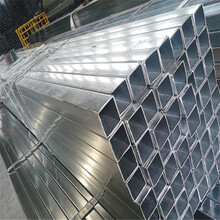
南充Q235B镀锌方矩管 250x100x8厚壁方矩管 支持定制
无锡沣泽源金属材料有限公司主要生产销售方管、方矩管、矩形管、q235b方管、q345b方管、镀锌方管、热镀锌钢管、天津焊管、16mn低合金方管、无缝方管、16mn方矩管、20#无缝方管、方矩管、无缝方矩管等各种方管。是北方一家大型的方管及异型管生产企业。800×800×30mm大型冷弯空心型钢生产线两条,1600mm纵剪生产线五条。其中F200采用的直接成方、矩技术,可生产方管30×30mm-800×800mm;矩管20×40-800×1200mm;壁厚1.5-30mm,年产量40万吨。

12.柴油机用高压油管(GB3093-2002)是制造柴油机喷射系统高压管用的冷拔无缝方管。13.液压和气动缸筒用精密内径无缝方管(GB8713-88)是制造液压和气动缸筒用的具有精密内径尺寸的冷拔或冷轧精密无缝方管。14.冷拔或冷轧精密无缝方管(GB3639-2000)是用于机械结构、液压设备的尺寸精度高和表面光洁度好的冷拔或冷轧精密无缝方管。选用精密无缝方管制造机械结构或液压设备等,可以大大节约机械加工工时,提高材料利用率,同时有利于提高产品质量。
这段线性区应力-应变一般只有百分之几,但当应变达到百分之几以后,一些硬弹性材料就会产生不太典型的屈服,也可以说是开始进入塑性变形区域,其应力-应变曲线仍为直线但渐渐产生偏折。所以新标准中明确规定弯曲模量的计算只限定在线性应力-应变区,且以应变为.5和.25这两点作为取值点。事实上,由弯曲曲线可以看出,在挠度不断增加后,应力-应变线性部分在不断延伸并渐渐偏离初的线性轨道,斜率也变得逐渐平缓起来;在挠度较大的区域,或许也能捕捉到一段近似线性的区域,但此时求出的弯曲模量与小挠度时相差较大某材料应力-应变线性区的不同区域得出的不同模量值采样段号应变/mmmm-弯曲模量/MPa.5~.25962.25~.456883.45~.65584.65~.85335.85~.5252.提高实际测量的准确性2.实际测量中遇到的困难我们已经知道要获得弯曲模量,就要在应力-应变曲线的初始线性部分的一个极小范围内取值。
无锡沣泽源金属材料有限公司所售方管、方矩管、矩形管、q235b方管、q345b方管、镀锌方管、热镀锌钢管、天津焊管、16mn低合金方管、无缝方管、16mn方矩管、20#无缝方管、方矩管、无缝方矩管产品均执行标准,适用于工程、煤矿、纺织、电力、锅炉、机械、等各个领域。公司始终坚持以市场为导向,以客户为中心,以质量为企业命脉,以诚信为治企之本,坚持认真严谨的原则稳步进取,不断发展壮大。公司同时与宝钢、武钢、山钢、鞍钢、莱钢、马钢、新兴铸管、邯钢、新钢、嘉吉、JFE、DUFERCO等各大钢铁企业建立了良好的合作关系。亦是国内各大钢厂合作联营。

方管按生产工艺分:热轧无缝方管、冷拔无缝方管、挤压无缝方管、焊接方管。其中焊接方管又分为:(a)按工艺分——电弧焊方管、电阻焊方管(高频、低频)、气焊方管、炉焊方管(b)按焊缝分——直缝焊方管、螺旋焊方管材质分类方管按材质分:普碳钢方管、低合金方管。普碳钢分为:Q195、Q215、Q235、SS400、20#钢、45#钢等;低合金钢分为Q345、16Mn、Q390、ST52-3等。
缺点:()不能测量电导率很低的液体,如石油制品;不能测量气体、蒸汽和含有较大气泡的液体;不能用于较高温度。应用概况:电磁流量计应用领域广泛,大口径仪表较多应用于给排水工程;中常用于高要求或难测场合,如钢铁工业高炉风口冷却水控制,造纸工业测量纸浆液和黑液,化学工业的强腐蚀液,有色冶金工业的矿浆;、微常用于医药工业、食品工业、生物化学等有卫生要求的场所。.6涡街流量计涡街流量计是在流体中安放一根非流线型游涡发生体,流体在发生体两侧交替地分离释放出两串规则地交错排列的游涡的仪表。
无锡沣泽源金属材料有限公司经过几年的不懈努力,已发展成为同行业中具实力的集生产加工、物流配送、销售于一体的钢贸企业。公司以钢铁配送为主,主要生产兼销售方管、方矩管、矩形管、无锡沣泽源金属材料有限公司、邱庄方管、q235b方管、q345b方管、镀锌方管、热镀锌钢管、天津焊管、16mn低合金方管、无缝方管、16mn方矩管、20#无缝方管、方矩管、无缝方矩管、经营销售型钢、钢板等钢结构材料和机械、建筑用钢。公司钢材产品规格,质量稳定,价格合理。公司以“薄利多销”为方针、“诚实守信、顾客至上”为服务宗旨。弘扬“以人为本”的企业文化,与时俱进,获得了优良业绩。
南充Q235B镀锌方矩管 250x100x8厚壁方矩管 支持定制
对这些参数进行解析后,就能获得切削力、切屑形状、刀具和切屑上的温度分布、应力分布、形变分布、残余应力分布等物理特性输出结果。这种仿真对特殊切削状态(如动态切削)也是适用的。切削成波形表面的波形切除过程(weremoval)和刀具边振动边切削的波形生成过程都显示出在切屑厚度变薄的过程中,剪切角变小、变形集中而产生大的变形。在这样的动态切削过程中,剪切角发生变化,与此相对应的是切屑生成的变形范围大小也发生变化,因此切削力与刀尖的切削厚度不成正比。