成型部分,主要指主机部分,核心部分是轧辊。当两压辊之间进料过多或进入金属块时,液压缸活塞杆受压过载,液压泵会停机、蓄能器对压力变化起缓冲作用、溢流阀开启回油、活塞杆移位使压辊间缝隙加大从而使硬物通过压辊,系统压恢复正常,可以保护压辊不损坏。
压球密度的要求调整压力,生产机动灵活。
先检查电器工作情况是否正常,型辊和液压汞的转向是否正转。再检查两辊的模孔是否对正,两辊的间距应在0.4-0.7mm之间,太大太小都应调整。如果两辊模孔不对正应打开齿轮护罩,松开被动齿轮上调整盘的六条螺丝,正或反转动调正,调正好后紧紧螺丝。如果两辊间距大或小应被动(活动)轴合与主动轮方两边的四个调正丝上加以调正,一切正常后,应将机械油加之减速机中。将液压油,加之液压汞箱体内。开机试压,表示压调之底11MPa高调之13MPa。一切正常后方可开机试机生产。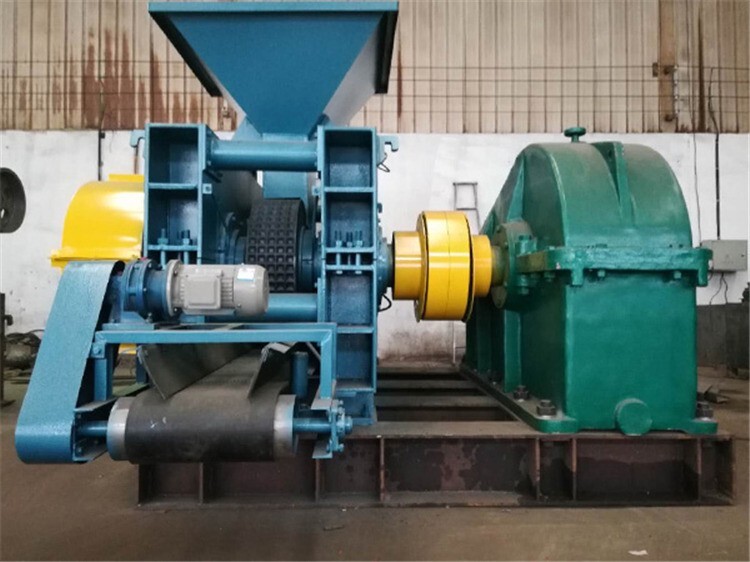
为满足物料成型的要求,予压螺旋采用了电磁调速电机,调速方式为手控式,用户可根据成球情况适当改变予压机的转速使之达到高的成球率和大的产能,压制的物料经筛分机,筛上合格球团进行包装,筛下料可返回仓与新料混合再进行压团。
压球机实际操作中的严格注意事项:
一、严禁铁块、石块等硬物进入机器,由此造成的损坏均由客户负担。
二、需加工的物料粒度要在3毫米以下,否则会影响成型和减少机器的使用寿命。
三、严禁重负荷启动,严禁非技术人员乱拆乱调设备。
四、定期保养、观察减速器和轴承座是否缺油。
压球机设备的主要易损件:
1.滚动轴承;2.轧辊、副轧辊;3.料嘴;4.三角皮带。
备注:设备可以适应在恶劣条件下连续工作,但是请广大客户严格按照配送的说明书进行操作。
高压压球机生产的球团形状决定了物料的使用燃烧是否完全或冶炼中的透气性能,它在整个工艺中占据重要因素。在高压压球机实际使用中,球团的形状越近似不规则形状,像块煤那样,它的燃烧透气性就越好,燃烧就更完全。如果球团形状属于多棱多边形,按技术理论推算,它的接触面及翘角多,容易形成构架,在燃烧及冶炼中自然性好,但是在加工模具中难度比较大,很多企业工艺加工搞不了,因此市场大多以圆形为主。
木炭机生产机制木炭的设备。它能将将含水量<12%的竹、木、果壳、秸秆(除稻杆、麦秸)等颗粒状(长度≤5mm,直径≤3mm)废料,在不加任何粘结剂的情况下,经过高温、高压工艺过程,挤压成带中心孔的棒状固体薪棒。 一、本产品设计合理、制造质量可靠、具有结构简单、操作方便、体积小、占地少、省工、省电的特点。 二、设计的全自动控制电加热装置,可随机调节物料的干湿度,出料成型稳定,提高了工作效率。 三、本产品主要部位采用了耐磨材料经特殊处理,所以可连续压制生产,。 四、适用于各种生物质原材料的压制成型,且能源消耗少,生产。 五、改老式机心的三个轴承为四个,增加了机器的稳定性和性。 六、改老式的涂油式润滑为油浸式润滑,只要不缺油,可多年使用。 七、加大螺距增加进料量,从而大幅提高了产量。 八、改进了成型筒的结构,减小了机械与原料的摩擦力,增加了芯棒的密度。










