激光熔覆修复工艺流程主要包括以下几个步骤:
1、表面处理:将缸筒内壁表面清洗干净,去除表面的污垢、氧化皮等杂质,露出金属基体。
2、涂层制备:在缸筒内壁表面涂覆一层一定厚度的金属或非金属涂层,以提高缸筒的耐磨、耐腐蚀等性能。
3、激光熔覆:将高能激光束作用于涂层表面,使涂层表面迅速熔化、凝固和形成一层与基体材料不同的合金层。
4、后处理:对缸筒内壁进行必要的后处理,如冷却、打磨等,以使缸筒达到佳性能。
激光熔覆修复的优势:
1、抗腐蚀性能好:由于激光熔覆修复所形成的合金层具有较高的抗腐蚀性能,因此可广泛应用于各种腐蚀性环境中。
2、抗磨性能好:由于激光熔覆修复所形成的合金层具有较高的硬度和良好的耐磨性,因此可延长缸筒的使用寿命。
3、耐高温性能好:由于激光熔覆修复所形成的合金层具有较好的高温稳定性和抗高温氧化性能,因此可在较高温度下使用。
4、工艺简单:激光熔覆修复工艺简单,操作方便,可快速完成修复,提高生产效率。
随着科技的不断发展,激光熔覆修复技术将会不断完善和发展,相信激光熔覆修复技术将会得到更加广泛的应用和发展。
激光熔覆是一种对基材的表面改性技术。通过预先设定熔覆路径,利用激光辐照,使熔覆材料与基体表层快速熔化成激光所经过的熔池,然后快速凝固成冶金结合、低稀释的熔覆层,因此即对机械零件进行原位修复,或熔覆工艺,以提高原基材表面的耐磨、耐蚀、耐热、抗氧化等性能。
与传统加工技术相比,激光熔覆技术具有以下特点:
1、熔覆层与基体能形成冶金结合;
2、基体受到的热影响小,不易变形;
3、熔覆层的稀释率低,节约昂贵的熔覆材料;
4、熔覆层的厚度大小可以控制;
5、可以修复零部件的特定部位及其他方法难以处理的部位。
在对农机零部件进行熔覆和修复之前,需要对农机零部件的表面进行预处理。由于农机工作环境恶劣,农机零部件表面常常覆盖有土壤、油污、水、化肥、农药、铁锈、氧化层等,因此与其他领域相比,零部件的修复工作更多复杂的。对于农业机械的零部件,一般的操作是用水冲洗掉接触土壤的部件表面的污垢。如果破损表面污垢比较牢固,可以采用激光清洗的方法清理。之后,用砂纸打磨待熔覆表面,并用丙酮清洗,避免激光熔覆时表面污渍进入熔覆层,造成缺陷,影响熔覆层的质量和性能。
激光熔覆修复技术,以高能激光为热源,将金属合金材料(粉末、糊状、丝状等)快速凝固,形成致密、均匀、厚度可控的冶金结合层,提供了表面修复的好方法。
激光熔覆在轴修复中的优势如下:
1、优化轴的表面性能:激光熔覆可在轴表面形成与基体熔合、成分和性能完全不同的合金镀层。由于基体熔层极薄,对熔覆层的成分影响很小。我们可以根据具体需要制备具有耐热、耐腐蚀、耐磨、抗氧化、抗疲劳或光、电、磁性能的表面涂层。从而有效地提高了轴表面的性能。
2、冶金结合强度高:在激光熔覆过程中,添加的熔覆材料完全熔化,成为熔覆层的主体合金;同时,一层薄薄的基础合金也被熔化,与目标合金形成冶金结合。不易脱落,解决了电镀、喷涂等传统冷加工工艺中镀层与基体结合强度差的问题。
3、热输入低变形小:激光熔覆快热快冷,对母材影响小,稀释率≤5-8%;解决了传统电焊、氩弧焊等热熔焊不可避免的热变形加工工艺、热疲劳损伤等一系列技术难题。
4、适用多种材料:可制备铁基、镍基、钴基、铜基、复合材料等多种合金镀层。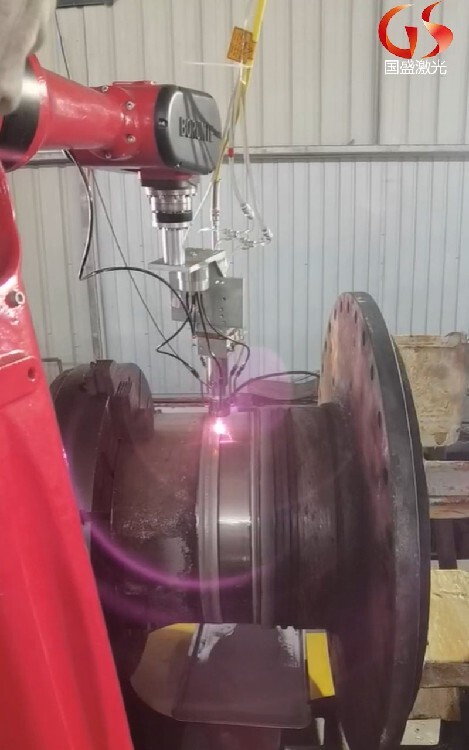
对于辊压机轴磨损的传统修复方法,常采用补焊、电刷镀、喷涂等工艺进行离线修复。直接的影响就是停机时间长,整体成本高,劳动强度大。激光增材修复方法实现了在线修复。该技术非常适用于辊压机轴磨损的修复。无需拆卸和加工即可修复。补焊无热应力,补焊厚度不受限制。同时,该产品具有金属材料所不具备的优惠,可吸收设备的冲击和振动,避免了再次磨损的可能性,并大大延长了设备部件的使用寿命,为企业节省了大量的停机时间,创造了的经济价值。
现场修复过程如下:
1、表面处理:清除前后轴肩表面、轴承表面、轴承内圈表面的污垢和高点。清除所有螺栓孔和压板通孔边缘的毛刺。使用砂轮打磨磨损区域,使其恢复原来的金属颜色。
2、确定定位点:先在轴径磨损量处增加一个定位点,高度略一侧磨损量。以样尺为基准,用砂轮机、锉刀等工具打磨,使其高度接近与一侧磨损尺寸相同。
3、空试轴承:安装轴承,并用压板紧固轴承,在压板螺栓紧固过程中保持较小的预紧力,测量同心度和垂直度,精度误差小于0.2 mm。
4、清洁表面:用无水乙醇清洁轴承位置表面和轴承内圈表面,轴承内圈表面刷803脱模剂。
5、涂抹激光增材:将均匀的激光增材直接涂抹在修补面上,并激光增材的填充效果,然后用刮刀均匀涂抹,厚度略支撑点的高度。
6、尺寸恢复:安装轴承,均匀拧紧压板,并留有足够的预紧力。
7、养护:自然养护6—12小时后,拆下压板和轴承,并清除多余激光增材。
8、再次应用激光增材:用砂带打磨修补激光增材表面产生的釉料和脱模剂。清洁后,调和金属修复激光增材,并将其应用于整个轴承位置的表面。
9、安装方式:快速安装轴承,整个安装和紧固过程控制在40分钟内。拧紧螺栓时,要对称拧紧。这次安装螺栓全部拧紧到位。
10、后期预紧:设备空载时每3小时拧紧一次,设备满载时每6小时、12小时、24小时拧紧一次。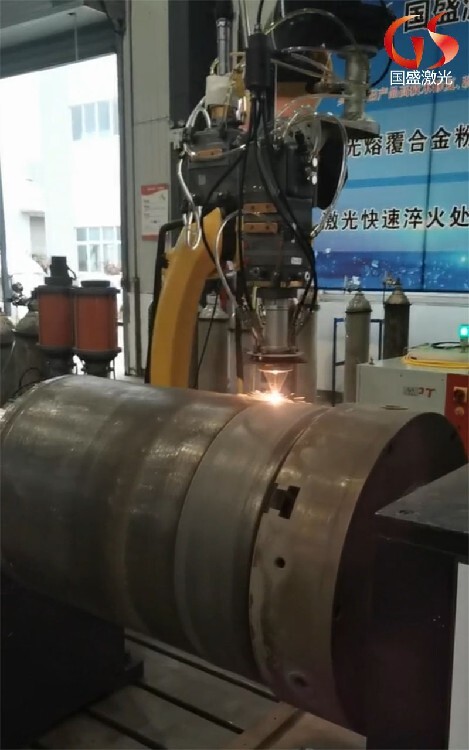
随着现代科学技术和工业的不断发展,零件的工作环境越来越复杂,对表面性能的要求也越来越高。因此零件报废率大大增加。通常因表面失效而报废的零件包括:转子叶片、辊轴零件、齿轮零件、接头零件等。
仅表面损伤的零件,在零件的综合性能满足使用条件的情况下,可以进行修复。因加工不当或服役损坏而报废的零部件如果能够得到修复,不仅可以节省的经济和时间损失,还可以提高资源的利用率,符合我国的可持续发展战略。
目前,零件修复的方法有激光熔覆、真空钎焊、真空镀膜、钨极惰性气体保护焊(TIG)和等离子熔覆修复。激光熔覆是根据工件工况要求,熔覆具有各种设计成分的金属或非金属,制备出具有耐热、耐腐蚀、耐磨、抗氧化、抗疲劳或光学、电学、磁性。
激光熔覆是一种快速冷却工艺。在熔覆过程中,对被修复工件的热输入小,热影响区小,熔覆层组织精细,易于实现自动化。因此采用激光熔覆的方法修复零部件比其它的方法具有更大的优势。激光熔覆技术解决了传统电焊、氩弧焊等热加工工艺中不可避免的热变形、热疲劳损伤等一系列技术难题,也解决了传统冷加工工艺中涂层与基体的结合强度问题,如由于电镀和喷涂不一致,这为表面修复提供了良好的途径。利用激光还可以修复受损的三维复杂零件,充分体现了激光再制造技术的灵活性和性。
激光熔覆与激光合金化的两个过程类似,但有本质区别,主要区别如下:
1、激光熔覆过程中,熔覆材料完全熔化,基体熔层极薄,因此对熔覆层成分的影响极小,而激光合金化是在表面熔合中加入合金元素基体层,目的是在基体的基础上形成新的合金层。
2、 从本质上讲,激光熔覆不是利用基体表面的熔融金属作为溶剂,而是将单配置的合金粉末熔化,使其成为熔覆层的主体合金,同时形成一层薄薄的基底合金层也熔化,与其形成冶金结合。
激光熔覆技术制备新材料是极端条件下失效零件修复再制造和金属零件直接制造的重要基础,受到了科学界和企业的高度重视。












