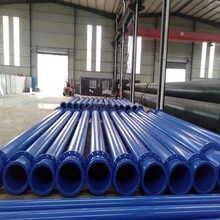
技术参数: 涂层材料:PE(改性聚乙烯)或EP(环氧树脂) 通用颜色:黑色,灰色,蓝色,红色 涂层厚度:PE(改性聚乙烯)涂层厚度为400um—1000um EP(环氧树脂)喷涂厚度为100um-400um 涂覆方式:PE(改性聚乙烯)为热浸塑 EP(环氧树脂)为内外喷涂 产品规格:DN15—DN1200 环境温度:-30℃至120℃ 连接方式:丝扣(DN15-DN100),沟槽(DN65-DN400),法兰(适用任意口径),焊接式,双金属连接,承插、管节、密封连接等
内外涂塑钢管,内外涂塑钢管是在钢管内壁融溶一层厚度为0.5~1.0mm的聚乙烯(PE)树脂、乙烯-丙烯酸共聚物(EAA)、环氧(EP)粉末、聚丙烯(PP)或聚氯乙烯(PVC)等有机物而构成的钢塑复合型管材,它不但具有钢管的高强度、易连接、耐水流冲击等优点,还克服了钢管遇水易腐蚀、污染、结垢及塑料管强度不高、消防性能差等缺点,设计寿命可达50年。主要缺点是安装时不得进行弯曲,热加工和电焊切割等作业时,切割面应用生产厂家配有的常温固化胶涂刷。
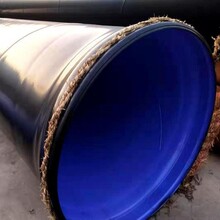
状态能够水质。如图所示:此工艺可以生产外聚乙烯内环氧复合钢管。涂塑复合钢管强度高耐腐蚀性能好有强大的抗磨损能力,普通的热镀锌钢管耐不住腐蚀容易生锈,容易被污染物质堵塞。 此外,近几日贬值预期也趋弱,前期支撑价格上涨的因素发生了变化,在多方面的利空叠加影响下,黑色系商品应声大跌。而且了解了一下它的连接件包括但是不限于弯头接头管帽三通或四通。电力涂塑钢管连接简单,安装方便,而且维修方便,这样在使用电力涂塑钢管产品的时候,能够更好的掌握安装施工的进展。
也是国家提倡的节能环保管材! 化工涂塑钢管是经过防腐工艺加工处理后的化工复合管道,可以效防止化工流体介质中含有的酸碱盐对管道的腐蚀现象,以前化工用管经不起腐蚀,因此每年都要更换管道,后期维护成本非常高。而该产品则改进了其不足,将使用寿命提高到20年之久,一般化工管道埋地的比较多,以前的管道经受不起像埋地这样苛刻的使用环境,因此加快了前几代化工管道的老化,甚至发生渗漏现象,而化工用涂塑钢管则完全改变了这一现状,因此它也被越来越多的化工厂得知,成为化工行业流行化工管道材料。
本产品以钢管为基管,外壁涂装重防腐型、阻燃型、耐候型、等性的改性粉末涂料,内壁涂装防腐型、耐磨型、阻燃型等的改性粉末涂料。采用喷砂化学双重前处理、预热、内涂装、外涂装、固化、后处理工艺,制成的钢管应用于采矿、油田、钢铁、热电、水泥等各个行业。 熔结环氧防腐树脂从60年代初开始,用于防止各种环境中的管道腐蚀损坏,至今已有近四十年,十万多公里的管道防腐应用历史。被广泛应用于陆上,水下,海底等管线的涂装防腐,从赤道到极地,寿命超过四十年。

作为当今世界上应用广泛,用量大,并且已被历史的良好的管线防腐体系,有成熟的国际和国内标准与之相对应。 本产品参照消防、耐磨及重防腐对应标准,按《钢制给水管道内外壁涂塑》《钢质管道熔结环氧粉末外涂层技术标准》中的有关、由国家发布《给水涂塑复合钢管》CJ/T120-2000,以及钢塑管行业协会提出的外涂层检测标准等标准实施。 涂塑钢管适用于-30℃-120℃的工作环境,与其他金属管、塑料管、复合管相比,它综合 了各种管道的特点,既有钢管的强度,又有塑料管的耐腐蚀、耐磨损,流体阻力小等特点,是一种安全卫生强度高,粘结强度好的绿色管道。涂塑钢管广泛

用于高层建筑给排水,消防喷淋,暖通、电缆内外防腐、天然气、冷热循环水管道的耐热防腐、海水循环系统、工业系统、循环水系统、去离子纯净水系统、耐磨防腐系统、防结垢抗菌防腐系统、内外防腐系统、电缆护套、消防喷淋系统,保温防腐系统,化工重防腐系统等。根据2012年统计数据显示,我国的管材每年因为腐蚀直接经济损失20亿元,而化工涂塑钢管的诞生则将这种将这种经济损失降低到1亿元不到。在化工业飞速发展的今天,该管道材料的应用也越来越多,这样为其发展迎来很大契机,如今的化工涂塑钢管已经迅速发展开来,预计不久可以占据化工用管的95%。
涂塑钢管,又名涂塑管、钢塑复合管、涂塑复合钢管,是以钢管为基体,通过喷、滚、浸、吸工艺在钢管(底管)内表面熔接一层塑料防腐层或在内外表面熔接塑料防腐层的钢塑复合钢管。涂塑钢管具有优良的耐腐蚀性和比较小的摩擦阻力。环氧树脂涂塑钢管适用于给排水、海水、温水、油、气体等介质的输送,聚氯乙烯涂塑钢管适用于排水、海水、油、气体等介质的输送。 涂塑钢管是采用PE(改性聚乙烯)进行热浸塑或EP(环氧树脂)进行内外涂覆的产品,具有优良的耐腐蚀性能。同时涂层本身还具有良好的电气绝缘性,不会产生电蚀。
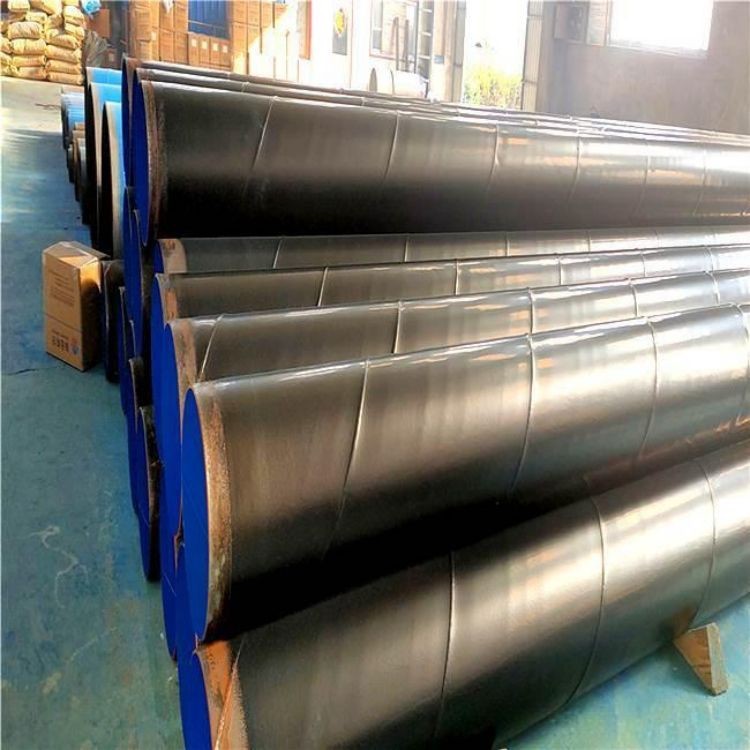
大口径内外涂塑钢管,制造大直径涂塑的方法主要采用螺旋焊管是目前生产大直径焊管的有效方法之一。它的优点是设备费用少,用一种宽度的带钢可生产的钢管直径范围相当大。目前美国、德国已生产出直径3m以上厚度25.4mm的螺旋焊管。 UOE法电焊管生产是以厚钢板做原料,经刨边和预弯边,先在u形压力机上压成u形,后在O形压力机上压成圆形管,然后预焊、内外埋弧焊,后扩径以矫正焊接造成的管体变形,达到要求的椭圆度和平直度,消除焊接热影响区的残余应力。