深冷处理:零件如需保持稳定的尺寸应进行深冷处理,否则体积有可能增大。淬火后零件应立即深冷处理,然后回火。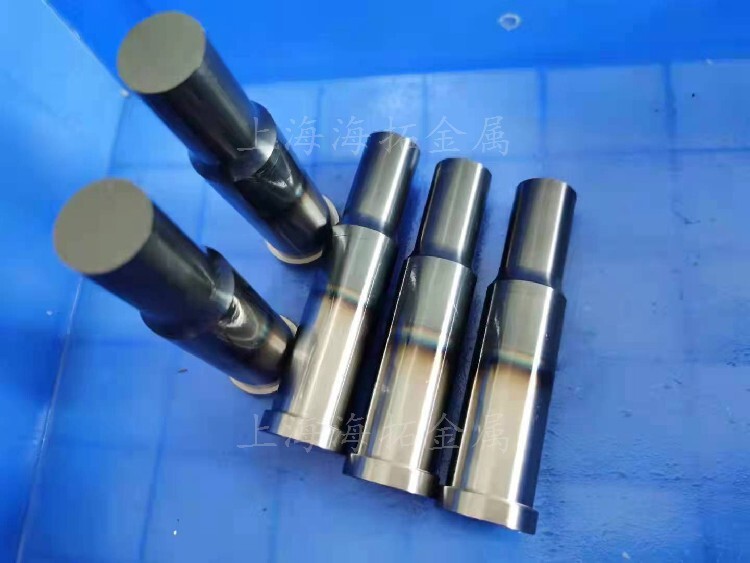
ASSAB PM23通常的深冷温度为-150℃至-196℃,如果受限于深冷介质或设备的局限性,也可以采用-70℃或-80℃。保温1-3小时深冷处理,硬度将增加~1HRC。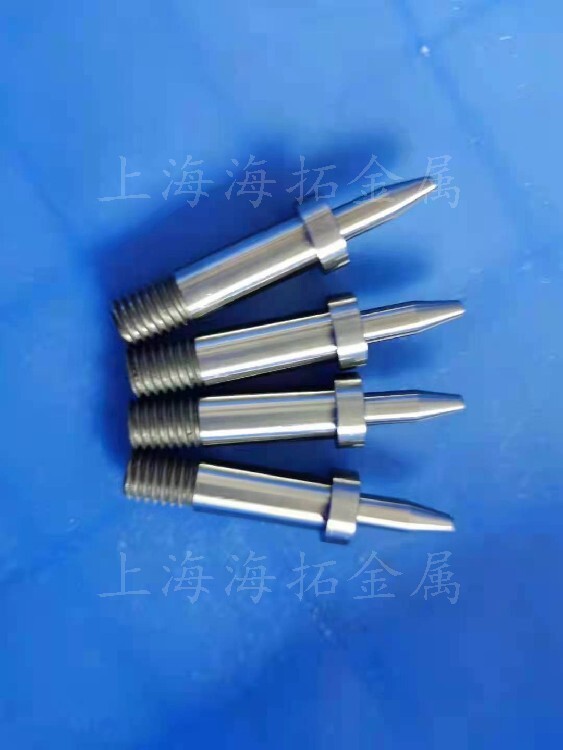
避免形式复杂的模具,以免增加开裂的风险。对于冷作用途,不论使用何种奥氏体化温度,均需以560℃回火3次,每次回火保温至少1小时,每次回火后冷却到室温,三次回火后的残留奥氏体量应低于1%。
海拓高速钢+批发兼零售、一支起售+海拓高速钢
1.可根据客户要求切割各种规格。
2.代订、代购各类钢厂特殊材质和规格。
3.调配您所需的材质与规格、省去您奔波采购的辛劳。
4.运输:可直发您的地点。
5.我们提供免费拿样=付费拿样+二次进货返还样品费。
6.选对一家产品好的供应商将使您一劳永逸,只要您一个电话上门我们将为您处理好事情,包括材料的质量及运输过程的管理。
红硬性 奥氏体化温度:1180℃
回火:560℃回火3次,每次保温1小时。
ASP23高速钢可加工冷成型管件模具表面PVD涂层的制作。
电火花加工:如果钢材在淬火以及回火的进行电火花加工,电加工表面为(白层)重熔层及再淬火未回火层,这两种组织均比较脆,会加快损坏模具的性能。
当通过EDM加工轮廓时,建议加工后程采用“精细放电”即低电流,高频率。为提高模具性能,经电火花加工的表面应进行研磨或抛光以支除去表面白层,然后工件或模具在535℃左右再回火1次。
适合生产制造中碳钢或高碳钢的下料模具,冲头,冲针等。冲切硬性材料,如硬化钢板或冷轧的钢带。也可制造切割工具:如齿轮加工工具,钻孔,丝攻。
塑料成形同的零件:如螺杆、料筒、喷嘴、注射头、制粒刀、粉碎刀等。
半导体IC模具的使用:如封模,滑块等。











