机床检测必要性:
随着现代工业的高速发展,数控机床在各个领域中得到广泛应用。而相当多的用户认为买了数控机床,加工精度就有保障
了,而不知数控机床的终是靠机床本身的精度来。机床本身精度可分为几何精度、定位精度和切削加工精度。几
何精度在其安置调整好以后,如无搬迁或大的碰撞事故,其精度-般变化不大。 切削加工精度实质上是几何精度和定位精度在
切削加工条件下的一项综合反映。因而数控机床周期性精度检测主要是定位精度的检测和误差补偿。
经验表明,80%已投进生产使用的机床在使用一段时间后,处在非正常超性能工作状态,甚至超出其潜伏承受能力。通常
新机床在使用半年后需再次进行检测,之后可每年检测- -次。因此,定期对数控机床进行周期性精度检测和误差补偿, 对于企
业合理降低生产成本,改善零件加工质量,减少废品产生,提高数控机床利用率和延长其使用寿命至关重要。
机床检测是什么
传统的精度误差测量方式分辨能力很低,系统误差的客观存在不仅直接影响
到机床的加精度,同时也使得其它因素在精度的测量过程影响到测量的准确
度。现代的机床精度检测则采用超精密的检测设备,通过具有高分辨率的双频激
光F涉仪来实现对机床的精密测量。这种的T涉仪,能够从系统本身、测
量方式以及环境条件等方面出发,通过对误差来源的分析,采用实现有效的补偿
手段来完成检测工作。要想有效实现机床精度的检测,要设计出具体的测量
方案,再进行误差分析的设计,后通过误差的软件补偿技术来实现检测精度的
提升。
机床的保养是怎么样的?
机床一般规定累计运行800h后,以操作人为主进行一次保养,保养工作在切断电源之后进行。下面说明镗床保养的内容和要求。
1)外保养。主要清除机床外表污垢、锈蚀,保持传动件的清洁。擦洗机床表面及罩壳,应无锈蚀无黄斑;擦洗各外露丝杠、光杠及齿条;补齐各手柄、螺钉、螺母等机件,保持机床外观整洁。
2)主轴箱及进给变速箱保养。掀开主轴箱各防尘盖板,检查调整v带和主轴箱夹紧拉杆。清洁各过滤器及油槽;检查平衡锤钢丝绳紧固情况;擦洗平旋盘滑槽及调整镶条。
3)工作台及导轨保养。擦洗工作台各处,检查调整挡铁及镶条间隙;检查导轨是否拉毛,打光毛刺并擦洗导轨。
4)后立柱保养。擦洗后轴承座、导轨面,检查调整镶条间隙。
5)润滑系统保养。清洗油毡、油槽,保持油孔和油路畅通。清洗冷却泵、过滤网及冷却箱。清洗过滤器,油杯,保持油标油窗明亮。
6)电气部分保养。清扫电气箱及电动机。检查电气装置位置,电气装置固定、安全和整齐。
操作系统,后切断电源。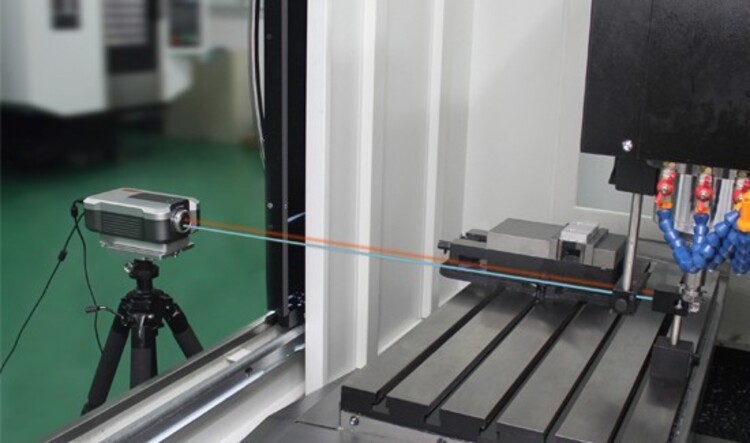
数控机床的精度是什么
数控机床的几何精度反映机床的关键机械零部件(如床身、溜板、立柱、主轴箱等)的几何形状误差及其组装后的几何形状误差,包括工作台面的平面度、各坐标方向上移动的相互垂直度、工作台面X、Y坐标方向上移动的平行度、主轴孔的径向圆跳动、主轴轴向的窜动、主轴箱沿z坐标轴心线方向移动时的主轴线平行度、主轴在z轴坐标方向移动的'直线度和主轴回转轴心线对工作台面的垂直度等。
常用检测工具有精密水平尺、精密方箱、千分表或测微表、直角仪、平尺、主轴芯棒及千分表杆磁力座等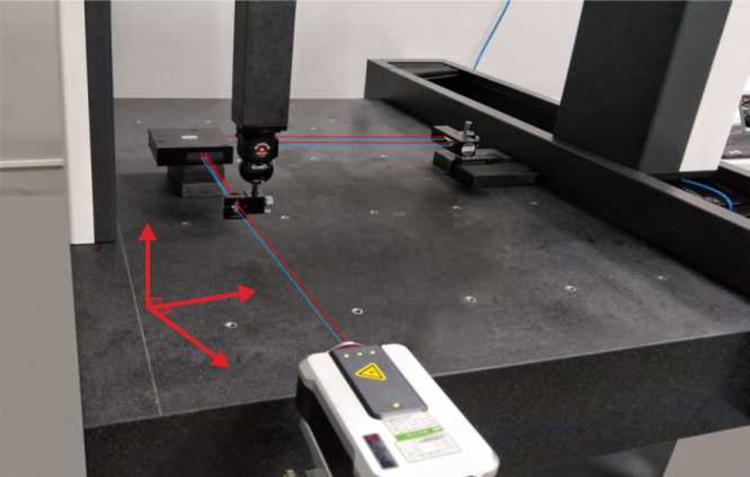
1定位精度的检测
检测机床的定位精度,常用标准有两种:
●德国VDI/DGQ3441标准(机床运行精度和定位精度的统计方法)。
●美国AMT标准(美国机械制造技术协会制定)。
用两个标准,测量数据的整理均采用数理统计方法。即沿平行于坐标轴的某
一测 量轴线选取任意几个定位点(- -般为5~15个),然后对每个定位点重复进行
多次定位(一般为5~13次)。可单向趋近定位点,也可以从两个方向分别趋近,
然后对测量数据进行统计处理,求出算术平均值。进而求出平均值偏差、标准差、
分散度。分散度代表重复定位精度,它和平均值偏差一起构成定位精度, 两者之
和是在任意两点间定位时可能达到的大定位偏差。
由于被测坐标轴长度不尽相同,因而其定位精度的线性允差的给定方式不应
是单一的,而应有所区别。国标GB10931-89数字控制机床位置精度的评定方法
中规定,轴线定位精度线性允差的给定方式主要有以下几种:
●在全行程上规定允差;
, 根据被测对象长度分段规定允差;
●用局部公差方式规定允差;
既规定局部公差,同时也规定全行程允差。
机器人检测的背景技术:
在机器人的研发、制造上,尤其是工业机器人,我国与工业发达国家的差距较大,主
要表现在关键零部件基础薄弱、可靠性和精度不高。
重复定位精度作为机器人的一项重要的技术参数,其测量是机器人出厂前的必检项目
之一。
目前,测量机器人重复定位精度检测设备主要有激光跟踪仪和三坐标测量仪。其中,
激光跟踪仪测量实施过程简单、测量精度高,但是设备昂贵, 不是大部分中小企业所
负担得起的。另外,测量过程中,激光需要一-直跟踪机器人末端的靶球 ,机器人运动
速度不能很高,否则容易出现断光。而三坐标测量仪测量实施过程中,机器人与三坐
标测量仪之间需要进行动作协调,否则容易造成干涉,损坏测量仪,操作比较繁琐,
设备也比较昂贵。