耐碱性:搪玻璃对碱性溶液抗蚀性较酸溶液差。但将搪玻璃试样置于1N氢氧化钠溶液腐蚀,试验温度80℃时间48h。腐蚀速率为6.76g/m.d(优等品指标为7.0g/m.d)。
操作温度:搪玻璃设备加热和冷却时,应缓慢进行。搪玻璃设备使用温度为0-200℃,耐温急变性≥200℃。
搪瓷釜是将含硅量高的瓷釉喷涂到低碳钢胎表面,经900℃左右的高温焙烧,使瓷釉密着于金属钢胎表面而形成,由于这两种材料的机械性能和物理性能各不相同,因此搪瓷釜的破损原因也多样,一般有以下几种原因: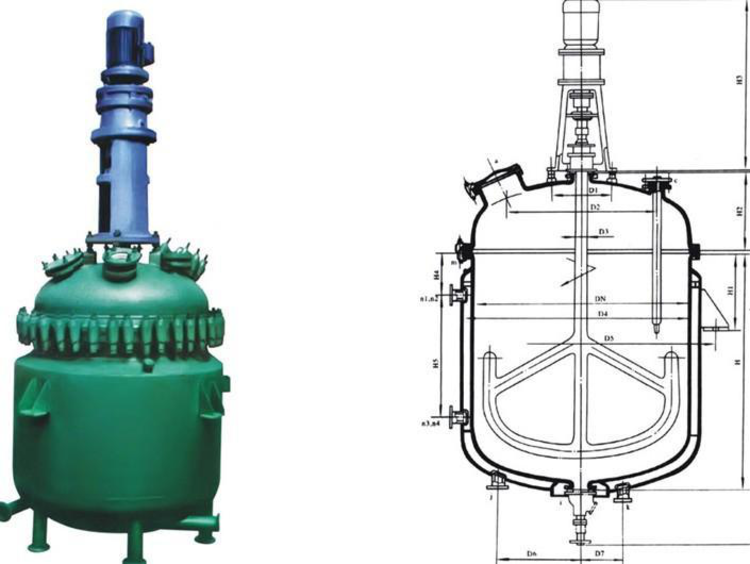
因此,搪瓷反应釜为确保设备的使用性能,在运输、保管与安装过程中,应采取有效的措施。搬运时只允许罐耳受力(指非包装时),不允许滚动及用撬杠,避免震动、碰撞,严禁接管管箍、卡子等易损部件受力。在有条件下,设备好室内存放。设备于室外存放时,应注意遮盖,避免人敲物击,日晒雨淋。冬季存放时应特别注意检查罐体及温度计套管是否积水,避免因冰冻而损坏。对于装配有机械密封的反应罐或聚合釜,对密封部位应倍加防护、保持清洁。
应力爆瓷主要是由于瓷层和金属坯体的热膨胀系数存在的差异而引起的。在大多数情况下,金属坯体的热膨胀系数大于瓷层的热膨胀系数,这就意味着在常温下瓷层总是存在着残余的应力。残余应力受热膨胀系数差、温度、釉层厚度、基材厚度等因素的影响。搪玻璃设备热残余应力进行了理论计算。瓷层的压应力足够大时,瓷层将会出现剥落。
在釜体加工过程中,由于卷筒、冲压、焊接产生大量的内应力,这些应力在搪瓷前应消除,如消除不会导致搪瓷爆瓷。这种损坏往往发生在投入使用后的头三个月。所以对胚体进行热处理或时效处理能防止一定的应力爆瓷。搪瓷(搪玻璃反应釜)表面硬而脆,机械强度很低,表面硬度比较大,受到冲击力的作用即行破碎。设备在运输、安装的过程中,常常导致搪瓷表面出现脱瓷现象,造成罐体腐蚀而无法使用
也有用陶瓷涂层法进行修补,利用喷热喷涂含3%TiO2的Al2O3 陶瓷粉末,在破损处形成陶瓷层以达到修补的目的。喷涂工艺流程为:预热→粗化处理→喷涂过渡层→喷陶瓷层→喷刷封孔剂→烘干。此方法具有周期短、成本低、而且具有抗高温耐腐蚀的性能。搪瓷反应釜的玻璃衬里,虽具有一定的抗冲击强度,但它毕竟是一种脆性材料,苛刻的工作条件又不允许其存在任何微小缺陷。