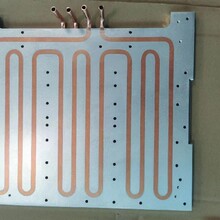
购买时,主要取决于焊接是否牢固,外观焊缝是否均匀,是否不均匀。但是,焊缝的平整度不能太强,因为过度抛光处理容易降低焊接位置的强度,导致渗水。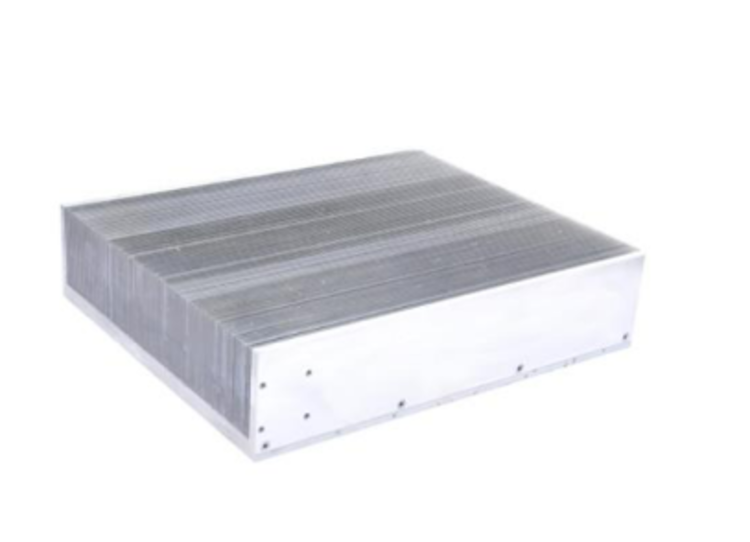
,在试模高密齿和舌比大的模具时,个铝锭是150-200mm短铝锭或纯铝棒。
二、试模前,在中心线上调整挤压中心、挤、盛锭筒和模座出料口。
三、铝锭在试模和正常生产过程中的加热温度应在480-520℃之间。
四、模具加热温度按常规模具温度保持在480℃上下,直径200mm如果分离模保温超过3小时,平模保温时间不得少于2小时;直径大于200mm以上模具保温4-6小时,确保模具芯温度与外部温度对称。
五、试模或生产前,用清缸垫清洗盛锭筒内胆,检查挤压机空运行是否正常。
在试模或生产过程中,出料口畅通,垫支或夹具的松动度应根据出料情况合理掌握。随时观察异常现象,及时处理。关机时应立即关机。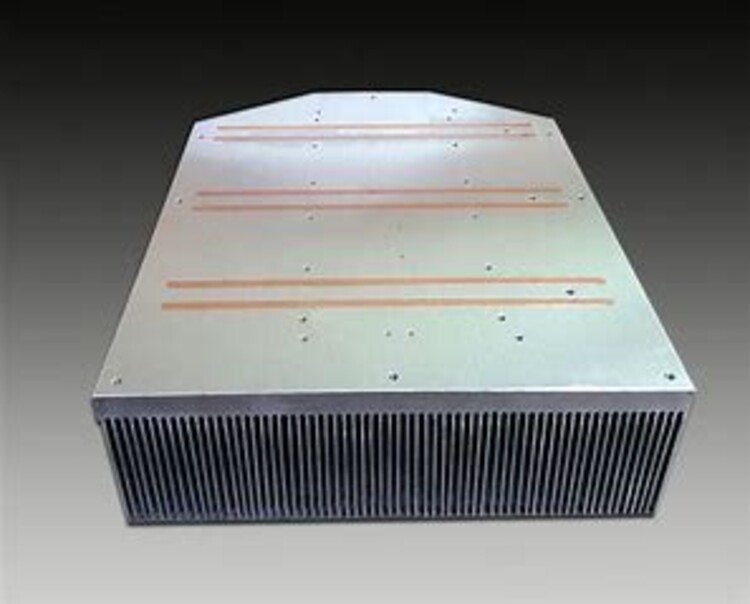
插齿作为传统的大功率散热器生产工艺,传统的铆接方式,但会导致配合间隙、牙齿松动等隐藏的排热风险,我们通过技术创新推出了各种介质连接新工艺,即选择高导热环氧粘接、钎焊、锡焊接,大大提高了排热的可靠性和稳定性,防止了风险。
长期使用地暖可破坏人体的循环系统,能够引发一些呼吸道的疾病。由于在地板上面存留着大量的病毒和细菌,在地暖加热的时候,会使它们非常的活跃,引发疾病。采用插片散热器取暖的话,是对流散热加热空气,然后再传递给人体,不会产生上述的现象,为了家人的健康,采用插片散热器取暖是非常合理的方式。
如有特的的角形、圆弧形、板凳形和浴室形和200多种颜色。而且插片散热器表面采用电泳喷漆、喷塑罩面,具有光滑洁净、无棱角、防止磕碰、等特点。插片散热器可以有很多附加功能,如利用异型插片散热器可以做房屋中的屏 风、护栏、坐具和楼梯扶手。