与热推工艺相比,冲压成形的外观质量不如前者;冲压弯头在成形时外弧处于拉伸状态,没有其它部位多余的金属进行补偿,所以外弧处的壁厚约减薄10%左右。但由于适用于单件生产和低成本的特点,故冲压弯头工艺多用于小批量、厚壁弯头的制造。
采用内外模冷挤压工艺制造的弯头外形美观、壁厚均匀、尺寸偏差小,故对于不锈钢弯头特别是薄壁的不锈钢弯头成形多采用这一工艺制造。这种工艺所使用的内外模精度要求高;对管坯的壁厚偏差要求也比较苛刻。
焊条使用时应保持干燥,钛钙型应经150℃干燥1小时,低氢型应经200-250℃干燥1小时(不能多次重复烘干,否则药皮容易开裂剥落),防止焊条药皮粘油及其它脏物,以免致使焊缝增加含碳量和影响焊件质量。弯头焊接时,受到重复加热析出碳化物,降低耐腐蚀性和力学性能。焊后硬化性较大,容易产生裂纹。若采用同类型的焊条焊接,进行300℃以上的预热和焊后700℃左右的缓冷处理。若焊件不能进行焊后热处理,则应选用铬镍不锈钢焊条。
在管道工程施工中,弯头是的配件之一。用于弯管,使管材能适应各种复杂的施工环境,如转弯、交叉路口等。弯头使管道能够根据设计要求进行弯曲,从而确保施工质量和安全。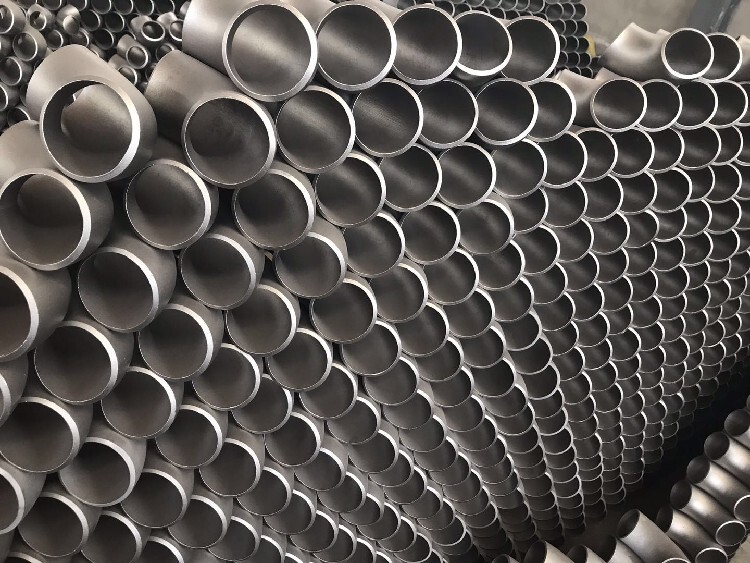
在建筑装饰中,弯头经常被用来弯曲管道。例如在安装水管、暖气管、抽油烟机等设备时,弯头可以将管道弯曲成各种形状,以满足不同的安装需求。在工业制造中,弯头也广泛应用于各种机械设备中。如,在机床、印刷机、造纸机等设备中,弯头用于弯曲各种金属、塑料等材料制成的管道。
尽管弯头是管道连接件的重要组成部分,但在使用或安装弯头时,需要注意以下事项:
1.检查弯头的直径和管道的外径是否匹配。
2.检查弯头的角度和半径是否满足正确的要求。
3.选择正确的材料和制造方法以确保弯头能够承受所需的压力和振动。
4.在安装弯头时,需要使用正确的工具和技术,以确保其正确安装和使用。












