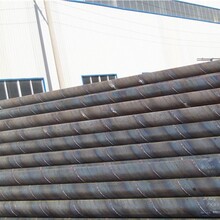
螺旋钢管是以带钢卷板为原材料,经常温挤压成型,以自动双丝双面埋弧焊工艺焊接而成的螺旋缝钢管。 采用的双面埋弧焊的工艺,可在佳位置实现焊接,不易出现错边、焊偏和未焊透等缺陷,容易控制焊接质量。
详细介绍
螺旋钢管是以带钢卷板为原材料,经常温挤压成型,以自动双丝双面埋弧焊工艺焊接而成的螺旋缝钢管.
原材料即带钢卷,焊丝,焊剂。在投入前都要经过严格的理化检验。
带钢头尾对接,采用单丝或双丝埋弧焊接,在卷成钢管后采用自动埋弧焊补焊。
成型前,带钢经过矫平、剪边、刨边,表面清理输送和予弯边处理。
采用电接点压力表控制输送机两边压下油缸的压力,确保了带钢的平稳输送。
采用外控或内控辊式成型。
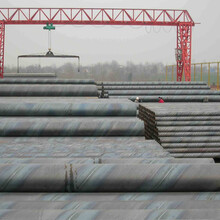
螺旋钢管堆码的原则要求是在码垛稳固、确保安全的前提下,做到按品种、规格码垛,不同品种的材料要分别码垛,防止搅浑和相互侵蚀;禁止在螺旋钢管垛位四周存放对钢材有侵蚀作用的物品;
螺旋钢管垛底应垫高、坚固、平整,防止材料受潮或变形;
同种材料按入库先后分别堆码;
露天堆放的螺旋钢管型钢,下面必需有木垫或条石,垛面略有倾斜,以利排水,并留意材料安放平直,防止造成弯曲变形;
受压容器的强度检验:受压容器,除进行密封性试验外,还要进行强度试验。常见有水压试验和气压试验两种。它们都能检验在压力下工作的容器和管道的焊缝致密性。气压试验比水压试验更为灵敏和速,同时试验后的产品不用排水处理,对于排水困难的产品尤为适用。但试验的危险性比水压试验大。进行试验时,遵守相应的安全技术措施,以防试验过程中发生事故。
致密性检验:贮存液体或气体的焊接容器,其焊缝的不致密缺陷,如贯穿性的裂纹、气孔、夹渣、未焊透和疏松组织等,可用致密性试验来发现。致密性检验方法有:煤油试验、载水试验、水冲试验等。
废品又分为内废和外废两种。内废指在铸造厂内或铸造车间内发现的废品螺旋钢管;外废指螺旋钢管在交付后发现的废品,通常在机械加工、热处理或使用过程中才显露出来,其所造成的经济损失远比内废大。为减少外废,成批生产的螺旋钢管在出厂前好抽样进行试验性热处理和粗加工,尽可能在螺旋钢管厂内发现潜在的螺旋钢管缺陷,以便及早采取必要的补救指施。
螺旋钢管材质:Q235A,Q235B、10#、20#、Q345(16Mn)、
L245(B)、L290(X42)、L320(X46)、L360(X52)、L390(X56)、L415(X60)、L450(X65)、L485(X70)、L555(X80)
L290NB/MB(X42N/M)、L360NB/MB(X52N/M)、L390NB/MB(X56N/M)、L415NB/MB(X60N/M)、L450MB(X65)、L485MB(X70)、L555MB(X80)。
螺旋钢管主要应用于自来水工程、石化工业、化学工业、电力工业、农业灌溉、城市建设,是我国开发的二十个产品之一。
作液体输送用:给水、排水。作气体输送用:煤气、蒸气、液化石油气。作结构用:作打桩管、作桥梁;码头、道路、建筑结构用管等。