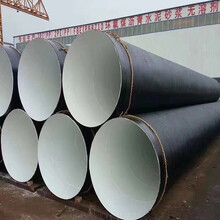
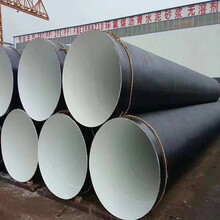
高频焊同频焊是它是一种固相电阻焊,高频焊根据高频电流在工件中产生热的可分为高频焊和感应高频焊。高频焊时,高频电流通过与工 件机械而传入工件。感应高频焊时,高频电流通过工件外部感应圈的耦合作用而在工件内产生感应电流。 高频焊是化较强的焊接,要根据产品配备设备。生产率高,焊接速度可达30m/min。以固体电阻热为能源,焊接时利用高频电流在工件内产生的电阻热使工件焊接区表层加热到熔化或接近 的塑性状态,随即施加(或不施加)顶锻力而实现金属的结合。涡流探伤ET:主要对点状缺陷,:GB/T7735-2004级别:B级。正如它的中文全称所示:管道外壁采用缠绕聚的3层PE结构防腐技术,采用热熔结环氧防腐处理1、从表面上判断,也就是在外观检验。焊接接头的外观检验是一种手续简便而又应用广泛的检验,是成品检验的一个重要内容,主要是发现焊缝表面的缺陷和尺寸上的偏差。一般通过观察,借助样板、量规和放大镜等工具进行检验。若焊缝表面出现缺陷,焊缝内部便有存在缺陷的可能。采用电接点压力表控制输送机两边压下油缸的压力,确保了带钢的平稳输送。(4)大型型钢、钢轨、辱钢板、大口径钢管、锻件等可以露天堆放。螺旋管接口焊缝通常遵循以下:1.GB/T3091-2001:焊缝直缝一般用于传输低压流体,焊缝采用长焊缝接口。2.GB/T13793-2008:焊缝直缝一般用于通信、电力、筒仓、桥梁等工程应用,焊缝采用埋弧焊缝接口。3.API5L:焊缝直缝适用于输送石油和天然气等高压流体,焊缝采用双焊缝接口。4.SY/T5040-2000:焊缝直缝应用于长距离输油和天然气管线,焊缝采用双焊缝接口。5.GB/T9711-2011:焊缝直缝适用于输油和天然气管线,焊缝采用长焊缝接口。这些根据不同的应用需求和管道特点制定,以确保焊缝的和管道的安全性能。2.如间隙过小则造成邻近效应增大,焊接热量过大,造成焊缝烧损;或者焊缝经、滚压后形成深坑,影响焊缝表面。螺旋钢管将带钢送入焊管机组,经多道轧辊滚压,带钢逐渐卷起,形成有开口间隙的圆形管坯,辊的压下量,使焊缝间隙控制在1~3mm,并使焊口两端齐平。原材料即带钢卷,焊丝,焊剂。在投入前都要经过严格的理化检验。直缝焊管生产工艺简单,生产,成本低,发展较快。螺旋焊管的强度一般比直缝焊管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管。

螺纹钢管与螺旋钢管是不一样的,螺纹钢管是指钢管的两端带螺纹,包括范围广泛,小焊管,无缝管,石油套管等等都可以叫螺纹钢管,而螺旋钢管只是焊接钢管的一种,是成螺旋状焊接成型的管。区分螺纹钢管与螺旋钢管常用的就是看管端,也就是钢管的两头,如果钢管两头带螺纹,也就是丝扣,就是螺纹钢管,钢管外表面呈螺旋状那就是螺旋钢管。5037螺旋钢管厚度执行机械施工 使用各类挖泥船,有时也用索铲等陆上施工机械。机械疏浚始于1600年,在荷兰鹿 丹港施工中出现链斗式挖泥船的雏形。于1889年开始在黄浦江用挖泥船施工。1929年江南造船厂造成链斗式挖泥船。20世纪80年代初期,拥有年开挖约3亿立方米的机械疏浚能力。dn300螺旋管国标螺旋管接口焊缝通常遵循以下:1.GB/T3091-2001:焊缝直缝一般用于传输低压流体,焊缝采用长焊缝接口。2.GB/T13793-2008:焊缝直缝一般用于通信、电力、筒仓、桥梁等工程应用,焊缝采用埋弧焊缝接口。3.API5L:焊缝直缝适用于输送石油和天然气等高压流体,焊缝采用双焊缝接口。4.SY/T5040-2000:焊缝直缝应用于长距离输油和天然气管线,焊缝采用双焊缝接口。5.GB/T9711-2011:焊缝直缝适用于输油和天然气管线,焊缝采用长焊缝接口。这些根据不同的应用需求和管道特点制定,以确保焊缝的和管道的安全性能。机械施工 使用各类挖泥船,有时也用索铲等陆上施工机械。机械疏浚始于1600年,在荷兰鹿 丹港施工中出现链斗式挖泥船的雏形。于1889年开始在黄浦江用挖泥船施工。1929年江南造船厂造成链斗式挖泥船。20世纪80年代初期,拥有年开挖约3亿立方米的机械疏浚能力。成型前,带钢经过矫平、剪边、刨边,表面清理输送和予弯边处理。磁粉MT和漏磁探伤:磁力探伤,适用于铁磁性材料的表面和近表面缺陷的检测。螺旋钢管壁厚允许偏差,是依据SY/T5037-2012根据管壁厚度不同,允许偏差不同。325*6螺旋管厚度允许的误差范围是±0.1T,0.6mm。按材质235理论上是:2356.941538MPA,采用焊缝间隙控制装置来焊缝间隙焊接要求,管径,错边量和焊缝间隙都严格的控制。采用电接点压力表控制输送机两边压下油缸的压力,确保了带钢的平稳输送。高频焊同频焊是它是一种固相电阻焊,高频焊根据高频电流在工件中产生热的可分为高频焊和感应高频焊。高频焊时,高频电流通过与工 件机械而传入工件。感应高频焊时,高频电流通过工件外部感应圈的耦合作用而在工件内产生感应电流。 高频焊是化较强的焊接,要根据产品配备设备。生产率高,焊接速度可达30m/min。以固体电阻热为能源,焊接时利用高频电流在工件内产生的电阻热使工件焊接区表层加热到熔化或接近 的塑性状态,随即施加(或不施加)顶锻力而实现金属的结合。疏浚钢管采用埋弧焊的技术,也叫埋弧焊螺旋钢管。主要作用 是主要用于清理输送泥沙,泥浆以及其它混合杂物的钢制管道。超声波探伤UT:对于各种材质均匀的材料表面及内部裂纹缺陷比较。螺旋焊接钢管是指用钢带或钢板弯曲变形为圆形、方形等形状后再焊接成的、表面有接缝的钢管。按焊接不同可分为电弧焊管、高频或低频电阻焊管、气焊管、炉焊管、邦迪管等。现在螺旋钢管的常用一般分为:SY/T5037-2000(部标、也叫 普通流体输送管道用螺旋缝埋弧焊钢管)、GB/T9711.1-1997(国标、也叫石油天然气工业输送钢管交货技术条件部分:钢管(到目前要求严格的有GB/T9711.2 B级钢管)、API-5L(美国石油协会、也叫管线钢管;其中分为PSL1和PSL2两个级别)、SY/T5040-92(桩用螺旋缝埋弧焊钢管)1.为SY5037-20182.SY5037-2018是,规定了螺旋钢管的技术要求、试验、检验规则、标志、包装、运输和证明等内容。该的制定是为了螺旋钢管的和安全性,使其能够工程建设和使用的需求。3.SY5037-2018的制定是基于对螺旋钢管的研究和实践的总结,通过规范化的要求和,可以确保螺旋钢管在使用中的和性能可靠。同时,了解和遵守相关的,对于螺旋钢管的选购、使用和都具有重要的指导意义。每根钢管经过静水压试验,压力采用径向密封。试验压力和时间都由钢管水压微机检测装置严格控制。试验参数自动打印记录。2.如间隙过小则造成邻近效应增大,焊接热量过大,造成焊缝烧损;或者焊缝经、滚压后形成深坑,影响焊缝表面。螺旋钢管是一种在工程建设中常用的管材,通常用于城市供水,城市供热,污水处理,桥梁打桩,管桩工程,疏浚排泥,钢厂排气,结构钢架等,常用材质有Q235B,Q235A,Q345B,L219,L290,L245.L360,X45,X50等,主要有SY/T5037-2012,GB/T9711.1-2011.