它用来焊接薄金属件,在两个电极间夹紧被焊工件通过大的电流熔化电极接触的表面,即通过工件电阻发热来实施焊接。工件易变形,电阻焊通过接头两边焊合,而激光焊只从单边进行,电阻焊所用电极需经常维护以清除氧化物和从工件粘连着的金属,激光焊接薄金属搭接接头时并不接触工件,再者光束还可进入常规焊难以焊及的区域,焊接速度快。
提高焊接电源的可靠性、质量稳定性和控制,以及优良的动感性,也是我们着重研究的课题。开发研制具有调节电弧运动、送丝和焊枪姿态,能探测焊缝坡开头、温度场、熔池状态、熔透情况,适时提供焊接规范参数的焊机,并应积极开发焊接过程的计算机模拟技术。使焊接技术由“技艺”向“科学”演变辊实现焊接自动化的一个重要方面。本世纪头十年,将是焊接行业飞速发展的有利时期。我们广大焊接工作者任重而道远,务必树立知难而上的决心。抓住机遇,为我国焊接自动化水平的提高而努力奋斗。
焊接控制系统的集成是人与技术的集成和焊接技术与信息技术的集成。集成系统中信息流和物质流是其重要的组成部分,促进其有机地结合,可大大降低信息量和实时控制的要求。注意发挥人在控制和临机处理的响应和判断能力,建立人机圣诞的友好界面,使人和自动系统和谐统一,是集成系统的不可低估的因素。
焊接过程控制系统的智能化是焊接自动化的核心问题之一,也是我们未来开展研究的重要方向。我们应开展佳控制方法方面的研究,包括线性和各种非线性控制。具代表性的是焊接过程的模糊控制、神经网络控制,以及系统的研究。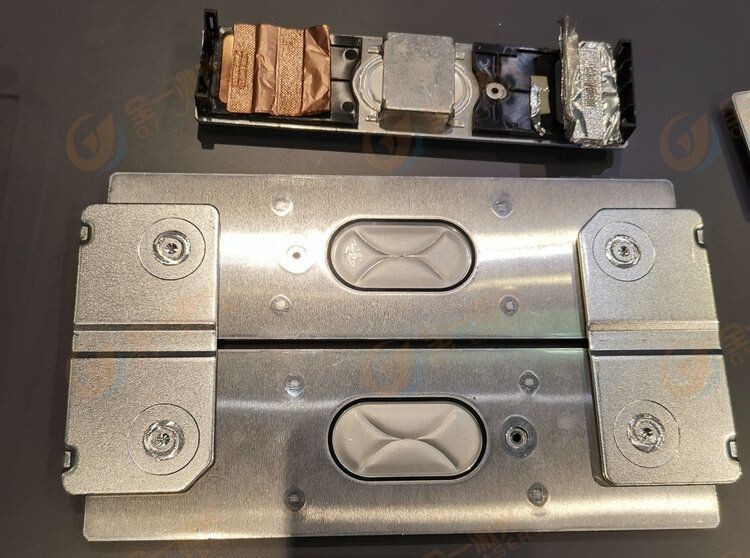
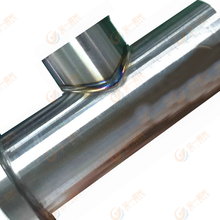
在20世界70年代以前,由于高功率连续波形(CW)激光器尚未开发出来,所以研究集中在脉冲激光焊接(PW)上。早期的激光焊接研究实验大多数是利用红宝石脉冲激光器,1ms脉冲典型的峰值输出功率Pm为5KW左右,脉冲能量为1~5J,脉冲频率就小于等于1赫兹。当时虽然能够活的较高的脉冲能量,但这些激光器的平均输出功率P却相当低,这主要是由激光器很低的工作效率和发光物质的受激性状决定。激光器由于具有较高的平均功率,在它出现之后很快就成为点焊和缝焊的优选设备,其焊接过程是通过焊点搭接而进行的,直到1KW以上的连续功率波形激光器诞生以后具有真正意义的激光缝焊才得以实现。
激光焊接机的自动化程度高焊接工艺流程简单。非接触式的操作方法能够达到洁净、环保的要求。采用激光焊接机加工工件能够提高工作效率,成品工件外观美观、焊缝小、焊接深度大、焊接质量高。
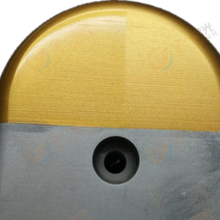
激光焊接机广泛应用于牙科义齿的加工,键盘焊接,矽钢片焊接,传感器焊接,电池密封盖的焊接等等方面。但激光焊接机的成本较高,对工件装配的精度要求也较高,在这些方面仍有局限性。
生物组织的激光焊接始于20世纪70年代,用激光焊接输卵管和血管的成功焊接及显示出来的性,使更多研究者尝试焊接各种生物组织,并推广到其他组织的焊接。有关激光焊接神经方面国内外的研究主要集中在激光波长、剂量及其对功能恢复以及激光焊料的选择等方面的研究,刘铜军进行了激光焊接小血管及皮肤等基础研究的基础上又对大白鼠胆总管进行了焊接研究。
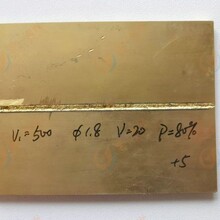
功率密度是激光加工中关键的参数之一。采用较高的功率密度,在微秒时间范围内,表层即可加热至沸点,产生大量汽化。因此,高功率密度对于材料去除加工,如打孔、切割、雕刻有利。对于较低功率密度,表层温度达到沸点需要经历数毫秒,在表层汽化前,底层达到熔点,易形成良好的熔融焊接。因此,在传导型激光焊接中,功率密度在范围在104~106W/cm2。