PE电熔管件的使用领域就是在我们的生活中,它在诸多的塑料管材中依靠相关的产品优势,深受各种不同用户的喜爱,有较广的使用人群。PE电熔管件的简程其实基乙烯塑料,早大部分状况下,是水管的常见构成材料之一。在PE电熔管件对应的领域,有一种叫做HDPE的管件,用户需要如何正确的分辨这两类产品。
PE电熔管在搬运,安装过程中,难免会有问题出现,学会补救方法可以帮助我们挽回损失。 承插式橡胶圈柔性连接的电熔件损坏,直接切除管道损坏部位,换上新的产品,用双承、式活络套管连接即可使用。电熔管在搬运的过程中,出现的强力拉折导致的变形,要经过分析,判断其是否能够使用,变形很大的不得在使用。
PE管件目前主要有两种的连接方式,一种是PE热熔连接还有一种是使用电熔进行连接。PE电熔管件连接的时候需要借助相关连接管件进行连接。地基的沉降,环境温度改变下形成的产品损坏,在检测内壁完好,变形能够修复的情况下,进行修正后,可以继续使用,但是要对其相关安全性做出一定的检测,检测安全投入使用。
电熔管件安装时的参数,还受电弧焊的影响,受到焊缝形成及电弧焊自动控制基础的影响,有的会使用其他焊接方法,有钨极惰性气体保护焊、熔化极氩弧焊、CO2气体保护电弧焊、等离子弧焊、电渣焊、真空电子束焊等。不同的焊接工艺,不同的焊接技术,在参数上有着一定的不同。
电压方面,PE电熔管的焊接电压需要在39伏左右,偏差在正负0.6伏,不要出现焊接过程中电压不稳定的情况。当电压确实过低,或者无法正常完成焊接缝处理的地区,我们可以使用补焊,也可以增加焊接的时间。焊接时,大的通过电流应该控制在100安以内。
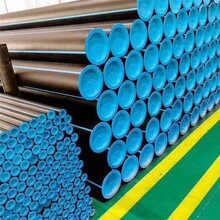
保护PE电熔管的两端密封面,密封面不得有划痕,仓库摆放中,密封面应该朝内侧进行摆放。密封的边角处不得有划痕,也不得有破损的痕迹,使用时要先对这些外观做一个简单的检查。