油缸压头上的两根钢制的连接杆与夹紧杆相连接,能使夹紧杆摆动。这种连接杆是特殊的机构,它能工作负荷作用于连接杆的端部而不在轴销上。这样,大直径油缸的所有压力作用于连杆上。当油缸压头向前推动时,夹紧杆把钢材夹住。然后,整个夹紧杠杆组和滑架推向前移。弯制时从油缸压头来的推力作用于肋骨上。如此安排的夹紧杆,使夹具作用于肋骨面的压力是相同的。
夹爪—弯制时两对坚固的夹爪将肋骨牢固地夹住。夹爪作用在肋骨上的力较小,以防肋骨受损伤,但是它仍有足够能力防止肋骨弹出。夹爪之间有一水平的舌头,用以顶住肋骨。在舌头的后面有一垫块,以限制夹爪的移动距离和防止肋骨受力过大。整个夹爪机构是可以转动的,以适应各种肋骨弯曲度。滚柱是夹爪机构的一个部件,用以支持、肋骨处于正确的高度,并帮助移动肋骨。手动螺杆可以垂直调整滚柱的高度,以适应不同尺寸的肋骨。用一水平螺杆可把夹爪组移进移出以变动弯曲中心。这种移动是用电动机进行的,每一组夹爪可单调整。有一刻度指示弯曲中心距。
有芯弯管的工作原理如图2所示,具有半圆形凹槽的弯管模1,由电动机经过减速装置带动旋转,管子4置于弯管模盘上用夹块2压紧,压紧导轮3用来压紧管子的表面,芯轴5利用芯轴杆6插人管子的内孔中,它位于弯管模的中心线位置。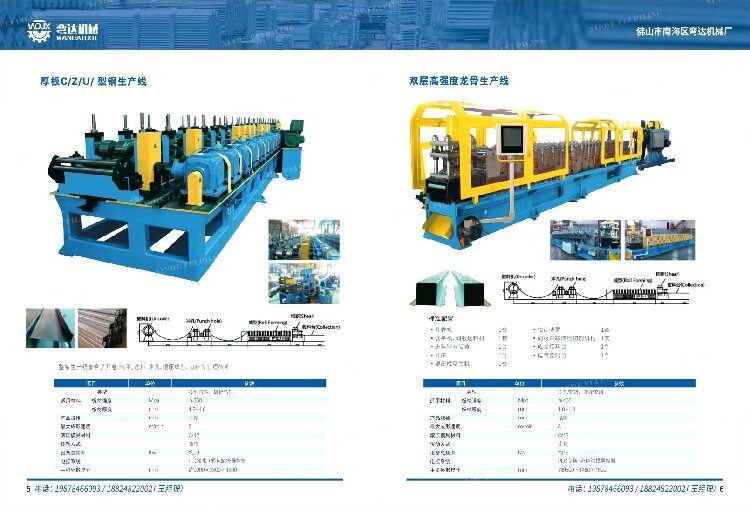
工字钢冷弯机采用数显编码器编程,使液压操纵系统定位准确,所弯型钢一次自动成型。一人操作,省时省力,一次成型,可代替5~8名工人作业。大大提高的生产效率,节省了施工成本,更加的节能环保。
一种金属加工方法。在室温下将金属材料板、带材用机械弯曲成一定形状和尺寸的型材。其产品称为冷弯型材。冷弯的优点是:可以生产轧制不能生产的各种特薄、特宽和形状复杂的型材;节省金属材料;制品机械性能好。常用的加工方法有辊弯、压弯、拔弯和折弯。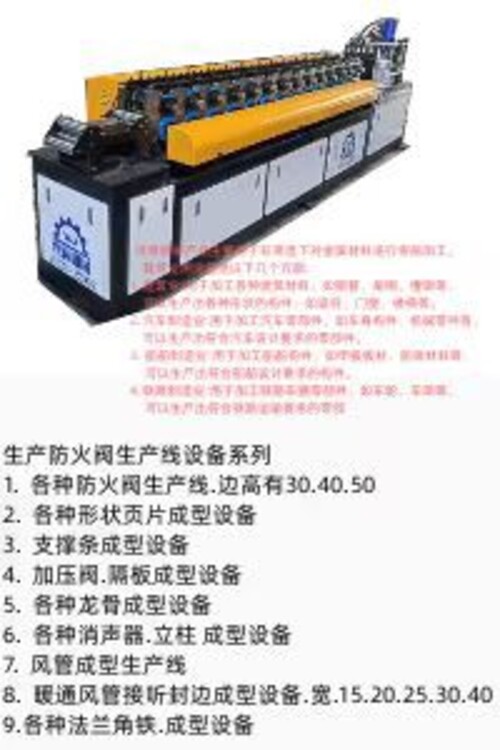
常温下将金属板带材经弯曲变形制成型材(或零件)和焊管管筒(见辊式成形)的金属塑性加工方法。广义的冷弯变形包括折弯、辊模弯曲、三辊弯板、连续辊轧弯曲等。由于连续辊弯成形所生产的型材和焊管管筒产量大,产品定型,因此狭义的冷弯变形就是指这一种特定的弯曲变形。其产品称为冷弯型材,半成品即焊接管管筒。
冷弯型材的次公开报导是1855年美国纽约修建办公大楼时用了铆接工字梁。连续辊弯成型机组1910年始建于美国,此后冷弯型材生产则大力发展起来。与热轧型材比,冷弯型材尺寸、外表光洁、具有热轧无法生产的异形断面形状、相同重量下抗弯和抗扭性能好,因而使用冷弯型材能节约金属30%以上。此外生产方式简单,设备投资不大。故冷弯型材生产不断得到发展。一般产钢国家冷弯型材占轧材总量的2%~4%(高达5%)。
生产方式 分为从单张板材弯成单件型材的单张生产方式、以整卷带材为原料生产型材的成卷生产方式和以卷材为原料并将其头尾对焊在一起的连续生产方式等3种。连续生产方式由于产品尺寸精度好、生产率高而得到更多的发展。连续冷弯型钢的典型设备组成及布置如图3所示。无论哪种生产方式,其整个工艺过程均分为原料准备、成形和精整3个阶段。 一般开式冷弯型材工艺流程为: 带钢卷→纵剪→上料→开卷→矫直→切头→对焊→储料器储料→成形→矫直→切断→检查收集→打捆→称重→入库。 闭式冷弯型材工艺流程为:带钢卷→纵剪→上料→开卷→矫直→切头→对焊→储料器储料→成形→高频焊接→除毛刺→冷却→矫直→切断→检查收集→打捆→称重→入库。 如在生产线上增加冲孔、压痕、扭弯等附加工序,就可生产出各种异形冷弯型材。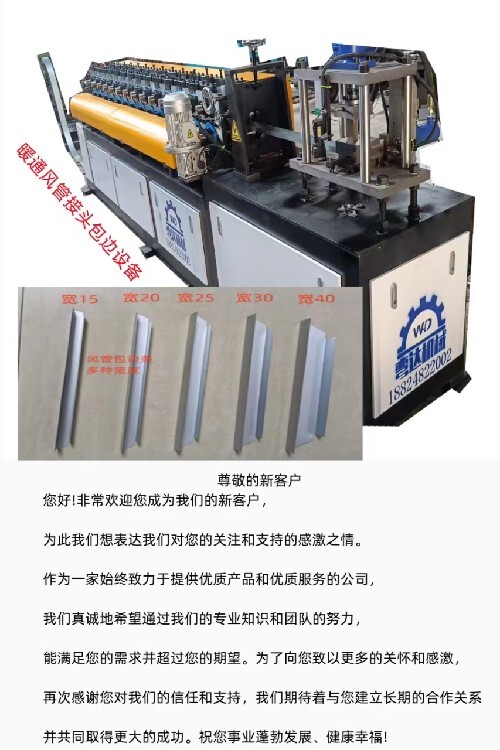
冷弯成型机械的应用领域 建筑领域:冷弯成型机械设备可以用于生产各种型号的屋面、墙面、楼梯扶手等构件,以满足现代建筑的各种设计需求。 航空航天领域:在航空航天制造中,冷弯成型机械可以用于生产各种复杂形状的金属零部件,提高产品的精度和性能。 汽车制造领域:冷弯成型机械设备可以用于生产车身骨架、车门、车顶等部件,提高汽车结构的强度和安全性。 电子领域:在电子产品的生产中,冷弯成型机械设备可以用于生产各种外壳和支架,以保护电子设备的安全和稳定运行。