油泵验收依据《设备质量验收公用规定》和技术协议。
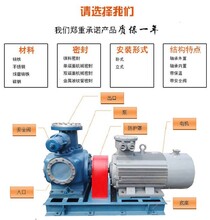
并满足技术协议和购置合同的需求,1)油泵体、电机、底座等部件应按要求开展预处理和涂漆,涂层不能起泡、起皱或剥落,颜色应一致,2)设备、转向、警示等,应置于在醒目的所处,在工程中标记知道、完整,3)设备型号、附件型号和数量符合技术协议的需求,4)机组和油泵的零部件应无欠缺、损伤和腐蚀等。
5)油泵进出口喷嘴应密封,保护器和塞盖应完好,对应的法兰、垫片和密封件也应完好,6)电机保护标志清晰,接线盒也应有完好的保护措施,进出线密封圈应完整无损,7)机组各连接部件应紧固无松动,油泵与电机的联轴器连接应牢固完整,旋转部件应由保护盖保护,8)按照技术协议检查进出口法兰和孔径尺寸。
油泵调试所需要的检测仪器、仪表和工具,符合精度要求,并通过验证。对应该能造员或设备的部位,应设置完善对应地设施和防护装置,1)严格根据设备操作规程开展试运行中设备各部分的操作,试运行按技术协议的规定执行,并没有约定的,依据我国规范和国内标准执行,3)设备、附件、仪器等。
应完整且运行正常,报警系统和联锁控制系统应满足研究发明功能要求,无其余技术隐患,电气、液压、冷却、润滑系统工作正常稳当,(7)填写油泵调试期间的检查和调整资料,形成调试质量验收记录,对设备调试期间显现的问题和欠缺实施登记和总结,由项目组发出整改通知,限期整改,并按原标准开展复检。
上紧压盖应在联轴器找正后进行。螺栓应均匀上紧,防止压盖断面偏斜,用塞尺或工具检查各点,其误差不大于0.05毫米。检查压盖与轴或轴套外径的配合间隙(及同心度),四周均匀,用塞尺检查各点允差不大于0.10毫米。高温热油泵弹簧压缩量要按规定进行,不允许有过大或过小的现象,要求误差2.00毫米,过大会增加断面比压,加速断面磨损。过小会造成比压不足而不能起到密封作用,弹簧装上后在弹簧座内要移动灵活。