—、产品组成:
该产品是采用过氯乙烯树脂、增韧剂、颜料、填料和助剂,经调配而形成。产品可分为底漆和面漆两大类。于化学工厂、化工车间、化学品仓库、化工设备、化学品贮槽、各种金属及木质构件,防止化学腐蚀。
二、产品特性及用途:
该产品的成膜物质具有化学的惰性,防潮、防霉及封闭性好。对大气、水份、盐、碱、酸类、石油类都具有良好的抵御性,具有的户外耐候性,涂膜坚韧、稳定性,干燥迅速,单组分包装,不需在施工现场临时调配。维修方便,新旧涂层之间有互溶作用,故维修时不必去掉牢固的旧涂膜。
施工要求及贮存:
1):涂装前须将基铁表面处理Sa2.5级,施工中严禁带入水份、灰尘、油污以涂刷质量。
2):该漆使用前充分搅拌均匀,把被涂物处理干净。涂刷各道涂层时须间隔4小时,涂一道底漆须经24小时后,再涂道面漆,涂完一道面漆后,在常温下干燥7d—— 10d后方可使用。
3):对于腐蚀介质严重的部位,建议多道涂刷。
4):施工时如漆质过稠,可用稀释剂调整粘度。阴雨天或相对湿度大于75%时,应停止施工。
5):贮存期十二个月、期满后检验各项技术指标,达到技术要求可继续使用。
高氯化聚乙烯漆具有着哪些的特征呢?其一是可以在任意的气温之下进行涂覆,而且漆膜还有着的机械物理性能,特别是弹性以及耐寒性十分,另外还具备耐候性和耐臭氧性,以及耐水和耐酸碱,耐化学药品等的性能。高氯化聚乙烯漆不仅拥有这么多优点,还可使用在室内外的各种金属以及混凝土起到防锈及防护之用,另外用在不同环境下是铁路桥梁、高压输电塔、集装箱、海上石油设备上,尤其适宜作为储罐以及桥梁和大型钢结构设备作为防护之用。
高氯化聚乙烯漆是一种将高氯化聚乙烯树脂以及醇酸树脂作为主要的成膜物质的油漆,在其中加入适量的颜料以及增塑剂产生,加入到有机溶剂中充分调制产生,有好的耐潮性和耐腐蚀性能,能够抵抗水,酸碱盐等介质的侵蚀,对于化学药品的腐蚀能够很好的抵抗,多被应用在各种化工环境下的钢结构,设备以及机械的施工,还可使用在管道表面上的防腐保护,效果好。
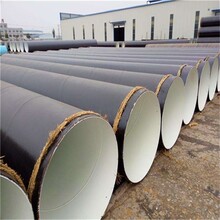
高氯化聚乙烯管道防腐涂料是其中一类以高氯化聚乙烯为树脂做防腐基料,配以改性树脂、增塑剂、防锈颜料、溶剂和助剂等组成的单组份重防腐涂料,它主要是用于管道里面的,通常具有这些特性,介绍如下。
(1)良好的阻燃性、防霉性能:聚合体中氯含量高,因此,具有抑制毒菌生长的性能。
(2)的防腐性能:高氯化聚乙烯树脂形成的漆膜,对水气、氧气、离子(Cl-,SO42-)的渗透率极低,约为醇酸树脂的1/200~1/300,过氯乙烯、氯磺化聚乙烯的1/2。
(3)耐候性较好:由于不含双键,对光化学反应及氧化降解不敏感,漆膜能经受户外大气、紫外光线、氧及冷热变化作用,漆膜稳定性好。
(4)与其它树脂的相容性较好:可以添加各种改性树脂如丙烯酸树脂、醛酮树脂、醇酸树脂等,改善涂膜的综合性能。
(5)施工性能好:为单组分涂料,可以微锈施工,干燥迅速;可以在低温下成膜,施工不受季节、温度限制;重涂性好;适用于任何钢铁和水泥表面。
(6)环保:生产树脂过程不产生CCl4,减少污染,保护臭氧层。
(7)耐热性不好:漆膜不耐高温,受热时易析出氯化氢气体,性能变坏,故使用温度受到限制(耐热温度一般不超过60℃)。
高氯化聚乙烯(简称HCPE)的生产,在1993年时,国外只有英国的ICI 公司,美国的杜邦公司和日本的旭东升公司三个生产厂家。在国内,由于其对生产条件要求苛刻,工业化生产难度大,技术含量高等原因,1992年以前还只是实验室中的生产。到1993年7月实现了工业化批量生产,在莱州聚富高分子材料有限公司通过了山东省科委组织的“鉴定”,属填补国产空白产品。至此,高氯化聚乙烯的工业化生产及应用在国内拉开序墓。
氯含量超过60%的氯化聚乙烯称为高氯化聚乙烯,由于分子结构中不含双键,氯原子是无规则分布,因此它具有良好的耐候性、耐臭氧性、耐热 表化性、耐燃性、耐化学药品性和耐油性,可作为成膜材料应用。但普通型的高氯化聚乙烯树脂在实际应用于涂料中时,因与其他合成树脂或增塑剂混合使用混溶性又不好,因此存在储存稳定性问题。
适用范围
1、石油化工、油田、矿山、冶金、机电等行业中的设备、管道、储槽、金属结构的锈、防腐。由于高氯化聚乙烯是自熄性树脂,特别适用在既要防腐又要阻烯的行业,如油、化工、矿山等。
2、污水处理池、循环水池、化工生产车间等工业建筑的水泥表面或者水泥墙面、地坪屋顶等,不但耐腐蚀,而且具有防水、防霉等作用。
钢铁表面处理:按国家标准《涂装前钢材表面锈蚀等级和防锈等级》(GB8923-88)执行,被涂表面在施工前进行清理,做到被涂表面无锈蚀、无油污、无水渍、无灰尘等。一般防腐工程的新建钢结构表面或钢结构维修,可使用手工除锈或手工机械除锈达到除锈标准St2或St3级。重防腐蚀工程或新建钢结构表面除锈,好采用喷砂或酸洗除锈,喷砂除锈标准达到Sa2级或Sa2 1/2级,酸洗除锈标准达到Be级。喷砂除锈表面形成的粗糙度应控制在 40~80微米之间,酸洗钝化后基材表面应呈中性,除锈后应在6小时内涂装底漆,以免发生二次生锈。