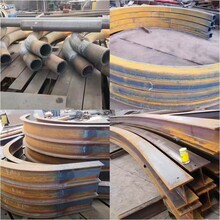
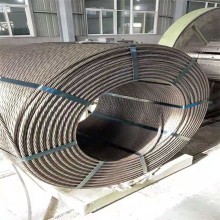
螺旋焊管:是将低碳碳素结构钢或低合金结构钢钢带按一定的螺旋线的角度(叫成型角)卷成管坯,然后将管缝焊接起来制成,它可以用较窄的带钢生产大直径的钢管。螺旋焊管主要用于石油、天然气的输送管线,其规格用外径*壁厚表示。螺旋焊管有单面焊的和双面焊的,焊管应水压试验、焊缝的抗拉强度和冷弯性能要符合规定。
焊管机当中夹杂物有什么影响:
云南钢煌商贸公司 一般情况下,毛刺或者铁锈会落到,顶点之前形成的,就会造成焊管机发生短路从而引发电流的跳动现象;
如果出现这种缺陷的话,会对设备造成很大的影响,金属氧化物熔融在V型口当中,如果发现焊管机的钢带边缘有着小于溶化的速度,融化速度也是比较的快速的,在V型口的顶点,之后就形成了一个含有熔融金属杂志的狭窄扇形区,这些熔融金属以及金属氧化物,凡是经过正常使用之后,挤压情况下不能够正常排出的,同时形成了一个夹杂带。焊管机的焊缝在压扁之后就会裂开,如果在焊缝断口的位置发现夹杂物。夹杂物以及焊缝纤维状断口进行比较, 断口是非常的坦、没有金属的光泽。这类缺陷,也有可能给是链状的“氧化物”,并且不是非常的缺陷。
焊管特点:直缝焊管生产工艺简单,生产,成本低,发展较快。螺旋焊管的强度一般比直缝焊管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管。但是与相同长度的直缝管相比,焊缝长度增加30~,而且生产速度较低。
直缝焊管生产工艺简单,生产,成本低,发展较快。螺旋焊管的强度一般比直缝焊管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管。但是与相同长度的直缝管相比,焊缝长度增加30~,而且生产速度较低。
直缝焊管生产工艺简单,生产,成本低,发展较快。螺旋焊管的强度一般比直缝焊管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管。但是与相同长度的直缝管相比,焊缝长度增加30~,而且生产速度较低。
焊管行情目前处于胶着状态
一方面铁矿石供应过剩,另一方面消化存在障碍,预计铁矿石价格还将进一步承压下跌,焊管行情供需将逐渐平衡支撑价格回升。
近期,因钢价大幅下挫,地区部分钢厂提出下调焦炭采购价20元/吨。不过,据日报记者了解,部分地区的一些钢厂事实上已经下调了焦炭采购价。焦炭分析师张源说:“部分钢企因利润下滑下调焦炭价格,而焦炭企业由于库存正处于低位,有意提价。在钢企与焦企的博弈中,焊管行情目前处于胶着状态。”
焊管市场情绪紧张,恐慌情绪不断蔓延,虽然近两日市场T10钢板逐渐趋于稳定,但整体市场恐慌情绪仍未平复。我们感觉到目前许多企业缺乏资金,一些企业可能有需求但没钱购买。我们还觉得许多宣布的基建和棚户区改造项目实际上尚未启动,因此钢铁需求依然不振。近有一则非常火热的“中钢集团数百亿银行逾期”的消息在钢铁圈疯传,此重磅消息引来的社会关注度,真相也逐渐浮出水面,被爆中钢遭民营钢厂及钢贸商挤占百亿流动资金,而这些钢厂和钢贸商的资金链已经或濒临断裂,纷纷走上破产之路。这也印证了张海所说的“目前许多企业缺乏资金”。在“促改革、调结构”的经济发展思路下,产能严重过剩的钢铁业首当其冲,所以在政策方面,焊管业算得上是不被照顾的行业之一,从银行信贷对钢铁业收紧这方面就可见一斑,后期钢铁业资金紧张仍将是常态。终端采购稀疏,期螺冲高后又回落,本高涨的拉涨情绪一下消失,商家多出货操作,价格又回归弱势,周四、周五两天,钢坯涨幅再现,但此次涨价,市场并未有什么动静,而是维持出货节奏。整体来看,目前钢厂和市场均有良好的利润空间,焊管市场整体持稳。
焊管昆明批发报价,云南曲靖焊管价格,焊管云南西南区域总代理,云南焊管厂家报价
本公司所代理和销售高频焊管,品种,价格合理,欢迎新来客户来电洽谈
高频焊管生产中操作对焊接质量的影响
1 输入热量?
因为焊接工艺的主要参数之一,即焊接电流(或焊接温度)难以测量,所以用输入热量来代替,而输入热量又可用振荡器输出功率来表示:
N = Ep· Ip
式中 N——输出功率,kW;
Ep——屏压,kV;
Ip——屏流,A〔1〕?。
当振荡器、感应器和阻抗器确定后,振荡管槽路、输出变压器、感应器的效率也就确定了,输入功率的变化同输入热量的变化大致是成比例的。
当输入热量不足时,被加热边缘达不到焊接温度,仍保持固态组织而焊不上,形成焊合裂缝;当输入热量大时,被加热边缘超过焊接温度易产生过热,甚至过烧,受力后产生开裂;当输入热量过大时,焊接温度过高,使焊缝击穿,造成熔化金属飞溅,形成孔洞。熔化焊接温度一般在1350~1400℃为宜。
怒江焊管销售价格
2 焊接压力?
焊接压力是焊接工艺的主要参数之一,管坯的两边缘加热到焊接温度后,在挤压力作用下形成共同的金属晶粒即相互结晶而产生焊接。焊接压力的大小影响着焊缝的强度和韧性。若所施加的焊接压力小,使金属焊接边缘不能充分压合,焊缝中残留的非金属夹杂物和金属氧化物因压力小不易排出,焊缝强度降低,受力后易开裂;压力过大时,达到焊接温度的金属大部分被挤出,不但降低焊缝强度,而且产生内外毛刺过大或搭焊等缺陷。因此应根据不同的品种规格在实际中求得与之相适应的焊接压力。根据实践经验单位焊接压力一般为20~40MPa。?
由于管坯宽度及厚度可能存在的公差,以及焊接温度和焊接速度的波动,都有可能涉及到焊接挤压力的变化。焊接挤压量一般通过调整挤压辊之间的距离进行控制,也可以用挤压辊前后管筒周差来控制。
3 焊接速度?
焊接速度也是焊接工艺主要参数之一,它与加热制度、焊缝变形速度以及相互结晶速度有关。在高频焊管时,焊接质量随焊接速度的加快而提高。这是因为加热时间的缩短使边缘加热区宽度变窄,缩短了形成金属氧化物的时间,如果焊接速度降低时,不仅加热区变宽,而且熔化区宽度随输入热量的变化而变化,形成内毛刺较大。在低速焊时,输入热量少使焊接困难,若不符合规定值时易产生缺陷。?
因此在高频焊管时,应在机组的机械设备和焊接装置所允许的速度下,根据不同规格品种选择合适的焊速。