等离子焊机工艺被引入焊接工业,作为在较低电流范围内对电弧焊接工艺进行更好控制的方法。如今,等离子焊接保留了其为工业带来的原有优势通过提供水平的控制和和准确度,在微型应用中生产焊接并为高生产要求提供长电极寿命。
在等离子焊机焊炬中,钨电极位于铜喷嘴内,该铜喷嘴在处具有小开口。在焊炬电极和喷嘴端之间引发引导电弧。然后将该电弧转移到待焊接的金属上。通过迫使等离子气体和电弧通过收缩孔,火炬将高浓度的热量传递到一个小区域。采用焊接设备,等离子工艺可生产出质量的焊接。
等离子焊机所用到的等离子气体通常是氩气。割炬还使用二次气体,氩气,氩气/氢气或氦气,这有助于屏蔽熔融焊接熔池,从而大限度地减少焊接的氧化。
等离子焊机弧焊炬采用2%的钍钨电极,类似于用于气体钨焊的电极。由于钨电极位于割炬内部,因此几乎不可能用贱金属污染钨电极。送丝机。送丝机可用于机器或自动焊接,并且是恒速型。送丝机具有速度调节范围,从每分钟10英寸(每分钟254毫米)到每分钟125英寸(每分钟3.18米)的进给速度。
等离子焊机弧焊的一些主要用途是其用于制造管的应用。基于更快行程速度的更高生产率是由等离子过烧钨极电弧焊接产生的。采用不锈钢,钛和其他金属制成的管材采用等离子工艺生产,生产率以前的钨极电弧焊。
随着工业的飞速发展,各生产厂家也迫切的需要一款可靠的等离子焊机,来适应到越来越多的钛合金管道各行各业中。来解决在生产过程中钛合金管道焊接的问题,提高生产率。由于钛合金管道焊接对母材的热输入有严格的控制,因此对焊接电源也有严格的要求。既要到焊接过程中的稳定,形成美观的焊缝。同时对母材要降低热输入,减少热变形。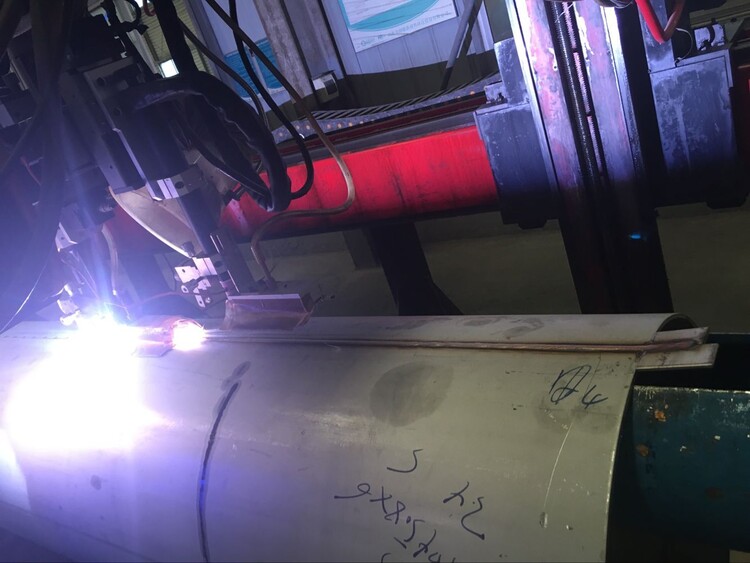
焊接材质: 碳钢、不锈钢、钛合金等
焊接方式: 氩弧焊等
工件焊缝形式: 平焊,角焊缝等
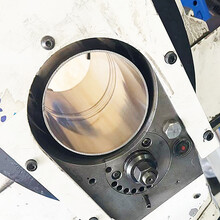
工件规格: 圆筒,法兰等
专机尺寸: 按工件规格定制