作为钻杆生产厂家,要知道各种开挖或井开挖工程对钻杆的要求,生产出高强度、高韧性和高可靠性的钻杆。地质钻杆失效原因我们可从两方面来分析,人为因素和钻杆本身存在的缺陷,钻杆本身的缺陷又分设计缺陷三棱钻杆和材料本身存在的缺陷。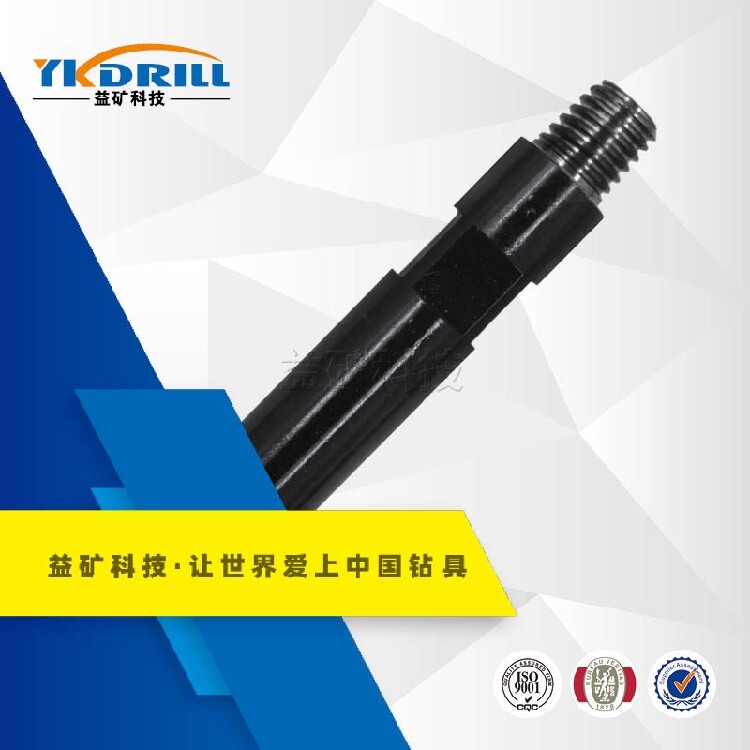
产品工艺
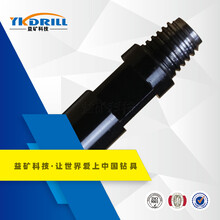
螺旋钻杆主要采用冷装、热装、摩擦焊接等工艺,其中冷装工艺是指杆体两端内孔预先加工好内四方孔,然后一端将方钢穿入预先加工好的内四方孔进行钻焊点孔和销子孔进行固定,适用于所有螺旋钻杆,热装工艺是指杆体一端预先加工好内四方孔,另一端为将杆体加热后,方钢安装在夹具上将方钢直接压装在杆体内部,然后钻销孔压销子电焊,适用于F18、F24、F32。摩擦焊工艺可以适用于所有螺旋钻杆,当前,随着工艺的逐步提升,在螺旋钻杆中,摩擦焊工艺将逐步替代现有的冷装、热装工艺。
产品与钻头钻机的搭配
螺旋钻杆主要与手持式气动钻机、手持式乳化液钻机、气动架柱式钻机、架柱式乳化液钻机和各种小型液压钻机配套使用。
螺旋钻杆主要与手持式气动
ZQS-50/1.5 ZQS-50/1.6 ZQS-50/1.7 ZQSJ-65/2.5 ZQSJ-80/2.8 ZQSJ-90/2.4 ZQSJ-100/2.5
和气动架柱式钻机ZQJC-160/4.6 ZQJC-200/5.0 ZQJC-220/7.2 ZQJC-300/9 ZQJC-360/7.1 ZQJC-420/10等型号的小型气动、液压、乳化液钻机上配套使用。