使用范围
五金塑胶,给水排水,暖通空调,消防、制药、船舶、等管道系统、汽车﹑摩托车﹑各种机械﹑家用电器﹑电子﹑玩具﹑运动器材﹑气动元件及卫浴等。
密封,低磨损,使用寿命长
可靠性强,低摩擦,无爬行
沟槽设计简单,即使在狭窄的沟槽中也易组装
设计灵活,适用于几乎所有沟槽尺寸
可提供定制化设计
双向密封
非常好的静态密封性能
允许更大的间隙(大约50%),取决于具体工况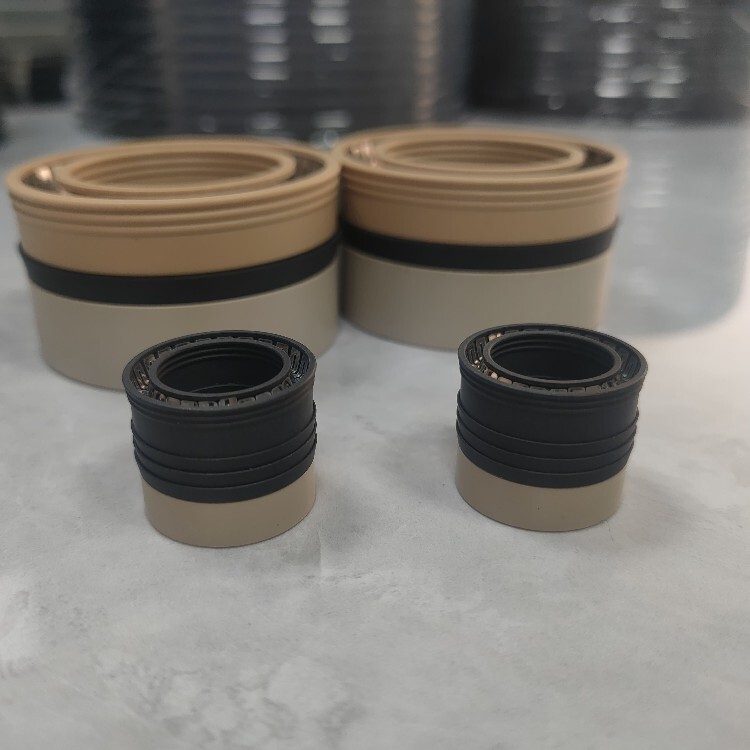
阀杆是阀门重要部件,用于传动,上接执行机构或者手柄,下面直接带动阀芯移动或转动,以实现阀门开关或者调节作用。阀杆在阀门启闭过程中不但是运动件、受力件,而且是密封件。同时,它受到介质的冲击和腐蚀,还与填料产生摩擦。因此在选择阀杆材料时,它在规定的 温度下有足够的强度、良好的冲击韧性、抗擦伤性、耐腐蚀性。阀杆是易损件,在选用时还应注意材料的机械加工性能和热处理性能。
阀杆密封
压缩填料的结构
大部分压缩填料由于考虑到石棉的性能故都采用它的纤维作基料。它基本上不受多数介质、温度和时间的影响,是一种好的导热体。
(1)石棉的缺点就是润滑性差,因此填加不妨碍石棉性能的润滑剂,如石墨粉和 云母粉。由于这种混合物仍具有渗透性,故还要加注液体润滑剂。
(2)聚四氟乙烯具有皱缩率小、缩水率低,且具有摩擦系数小的特性。对于大部分的腐蚀性介质具有较高的抗腐性能。聚四氟乙烯填料在填料处的工作温度;-150--260℃之间。在这一温度范围内,它是一种、多用途的阀杆填料。
(3)柔性石墨具有耐高温的特性,它还具有摩擦系数小且耐大部分腐蚀性介质,在填料处的工作温度可达600℃,故电站、石化等部门高温处的阀门都使用柔性石墨填料。
传统阀杆加工工艺的特点
1.传统阀杆螺纹采用螺旋飞刀,螺纹精度不准;而采用传统无屑滚丝易损滚模,易变形,扭曲.
2.光杆部位采用磨床精度不高,耗时长,
3.倒关部位采用两次装夹掉头拉倒密封,同心度差,倒密封易漏.
4.端部位采用铣床分度盘分度,加工慢,工序多,耗时久.
新型阀杆制造工艺的特点
1.新型阀杆螺纹采用自制挤压,螺纹强度高,精度准.
2.螺纹部位和光杆部位的同心一致,克服了长期困扰国内滚丝工艺中易扭曲、易损滚丝模的问题.
3.光杆部位精度达到镜面效果,启闭轻松,密封性好.
4.倒关部位采用数控技术一次成型,精度高,倒关密封性能好.
5.端部位T型槽采用锻压成型工艺,,成本低.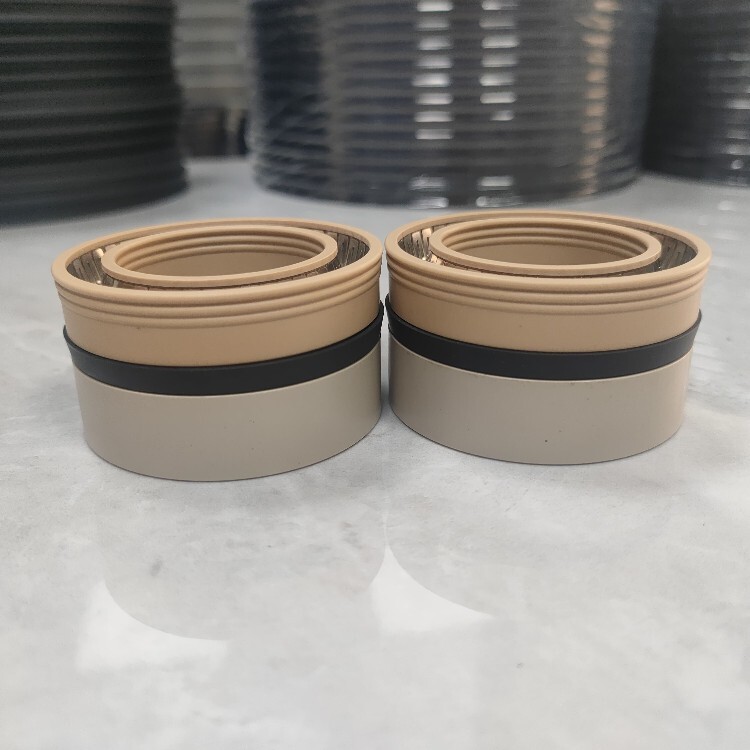
阀杆主要具有比较能够受压,能够很好的进行保温,还有就是不太容易腐化和锈蚀,它具备双方的密封功能、比较耐于磨损,并且它的使用寿命比较长。那么阀杆之所以会产生断裂或者是变形有那么几点:
1. 面积
阀杆通常所断裂的部位在它的上下 螺纹的底部,因为那个地方的面积比较小,容易出现相应的力量集中以及超出标准的情况。
2. 在开启时出现断裂
通常来说阀杆会出现断裂事故的时候是在打开的那一个瞬间。主要是因为闸板还没有脱离开阀座,阀杆在上或下螺纹的根部发生断裂,一般情况下会被认为是闸板被卡住了,这并不是全部的原因,也不是为重要的。
3. 阀体
阀体的中腔被关闭后出现不正常的升温和降压,就是说在阀门被关闭后,封闭于上下游两侧密封面之间的中腔流体压力要远远高出上游压力的情况。原因如下:
(1)膨胀
(2)封闭









