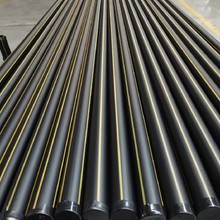
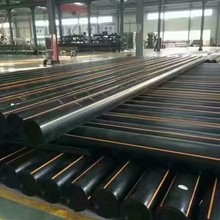
克拉管的发展现状:
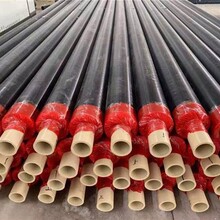
克拉管是一种内壁光滑,外壁为螺形状加强肋,由螺旋卷绕工艺制成的异形结构壁管材,属柔性管材。采用高密度聚乙烯为原料,在热熔状态下通过缠绕成型工艺制成,并在热态未脱模前,通过滚动风冷方式冷却, 管道逐步散热,壁厚均匀。HDPE缠绕增强管采用承插式电熔连接,管道两端 在生产时被加工成承口和插口,并在承口端嵌入电熔丝,在管道连接时,只需接入电源即可完成焊接,并且可以使管道系统实现零渗漏。该产品被广泛应用于城市排水、 市政排水、电力、石化、煤矿通风等领域,是钢筋混泥土、铸铁管的理想更新换代产品。目前作为成熟的产品,HDPE缠绕增强管在国外早已得到广泛应用, 在国内也被建设部评为推广产品。
随着我国经济的快速发展,管道工程的投资成为热门,每年各类管道的投资占全国基建总投资额的近1/3,是国家基本建设的重要组成部分,也是城市和工业生产的命脉。
HDPE高密度聚乙烯缠绕结构壁管是指:
产品名称:高密度聚乙烯(HDPE)缠绕增强管(缠绕增强管)(下称:克拉管)
采用标准:克拉管管材符合GB/T19472.2-2004规定的B型结构壁管;
连接方式:克拉管采用承插式电熔连接方式的缠绕管材。
主要原料:采用无害的高密度聚乙烯(PE)、聚丙烯(PP)波纹管为骨架管的管材,混合一定比列色母料进行科学均匀配比。
影响克拉管道挤出成型的四大因素:
1、温度
温度是挤出成型得以顺利进行的重要条件之一。
2、压力
在挤出过程中,由于料流的阻力,螺杆槽深度的变化,以及过滤网、过滤板和口模等产生阻碍,因而沿料筒轴线方向,在塑料内部产生一定的压力。这种压力是塑料变为均匀熔体并得到致密塑件的重要条件之一。
3、挤出速率
挤出速率(亦称挤出速度)是单位时间内挤出机口模挤出的塑料质量(单位为kg/h)或长度(单位为m/min)。挤出速度的大小表征着挤出生产能力的高低。
4、牵引速度
挤出成型主要生产连续的塑件,因此设置牵引装置。从机头和口模中挤出的塑件,在牵引力作用下将会发生拉伸取向。拉伸取向程度越高,塑件沿取向方向的拉伸强度也越大,但冷却后长度收缩也大。通常,牵引速度可与挤出速度相当。牵引速度与挤出速度的比值称牵引比,其值大于1。