
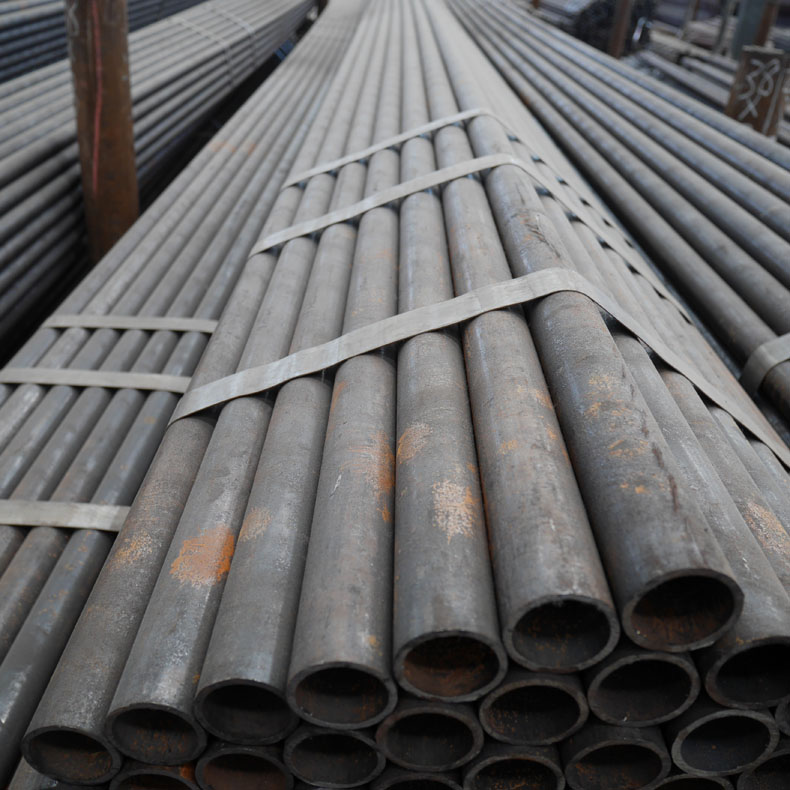

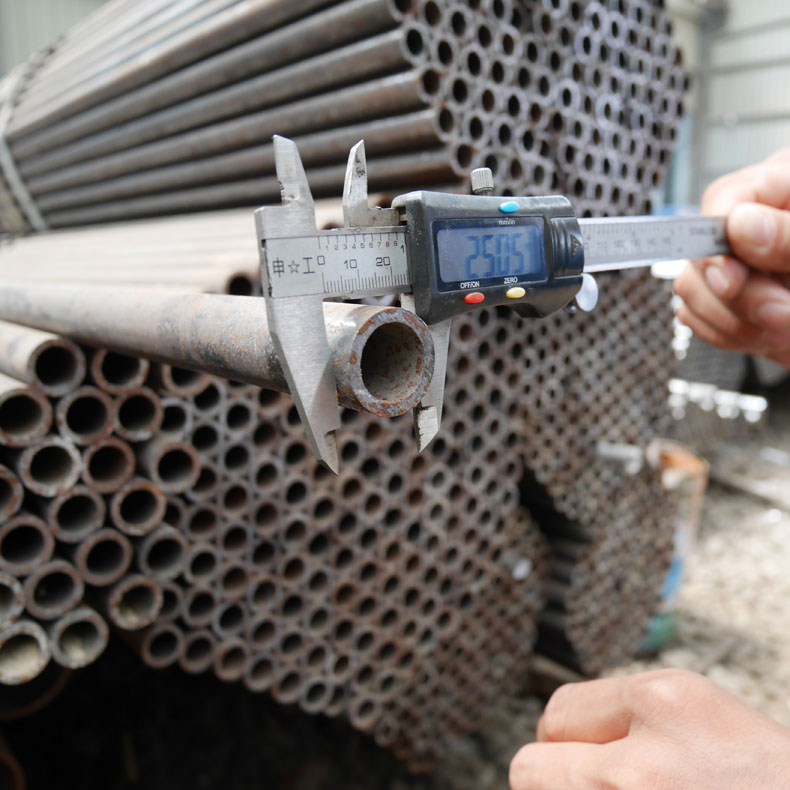

大丰云南厚壁管兆铎 16mn低合金无缝钢管可切割定尺在穿孔同时不断旋转和前进,在轧辊和顶头的作用下,管坯内部逐渐形成空腔,称毛管。再送至自动轧管机上继续轧制。后经均整机均整壁厚,经定径机定径,达到规格要求。利用连续式轧管机组生产热轧无缝钢管是较的方法。1.2、若欲获得尺寸更小和质量更好的无缝管,采用冷轧、冷拔或者两者联合的方法。冷轧通常在二辊式轧机上进行,无缝管在变断面圆孔槽和不动的锥形顶头所组成的环形孔型中轧制。冷拔通常在0.5~T的单链式或双链式冷拔机上进行。4)及时更换安全臼断裂的机架,实施测量连轧辊内、外辊缝,出现问题并及时更换。5)连轧时,要避免拉钢、堆钢。3、头、尾部壁厚不均成因:1)管坯前端切斜度、弯曲度过大、管坯定心孔不正易造成钢管头部壁厚不均。2)穿孔时延伸系数太大、轧辊转速太高、轧制不稳定。3)穿孔机抛钢不稳定易造成毛管尾部壁厚不均。钢管厂应对措施1)检查管坯质量,防止管坯前端切斜度、压下量大,更换孔型或检修均应校正定心孔。2)采用较低的穿孔速度,以确保轧制的稳定性和毛管壁厚的均匀度。











