模具加工(Mold Making)是指成型和制坯工具的加工,此外还包括剪切模和模切模具。 通常情况下,模具有上模和下模两部分组成。将钢板放置在上下模之间,在压力机的作用下实现材料的成型,当压力机打开时,就会获得由模具形状所确定的工件或去除相应的废料。 小至电子连接器,大 至汽车仪表盘的工件都可以用模具成型。 级进模是指能自动的把加工工件从一个工位移动到另一个工位,并在后一个工位得到成型零件的一套模具。模具加工工艺包括:裁模、冲坯模、复合模、挤压模、四滑轨模、级进模、冲压模、模切模具等。
1.金属冲压模具:连续模、单冲模、复合模、拉伸模
常见的昱卓模具图片
常见的昱卓模具图片
2.塑胶成型模:注塑模、挤塑模、吸塑模
3.压铸模具
4.锻造模具
5.粉末冶金模具
6.橡胶模具
开料:前模料、后模模料、镶件料、行位料、斜顶料;
开框:前模模框、后模模框;
开粗:前模模腔开粗、后模模腔开粗、分模线开粗;
铜公:前模铜公、后模铜公、分模线清角铜公;
线切割:镶件分模线、铜公、斜顶枕位;
电脑锣:精锣分模线、精锣后模模芯;
电火花:前模粗、铜公、公模线清角、后模骨位、 枕位;
钻孔、针孔、顶针;
行位、行位压极;
斜顶
复顶针、配顶针;
①唧咀、码模坑、垃圾钉(限位钉);②飞模;③水口、撑头、弹簧、运水;
省模、抛光、前模、后模骨位;
细水结构、拉杆螺丝拉钩、弹簧
重要部件热处理、淬火、行位表面氮化;
修模刻字。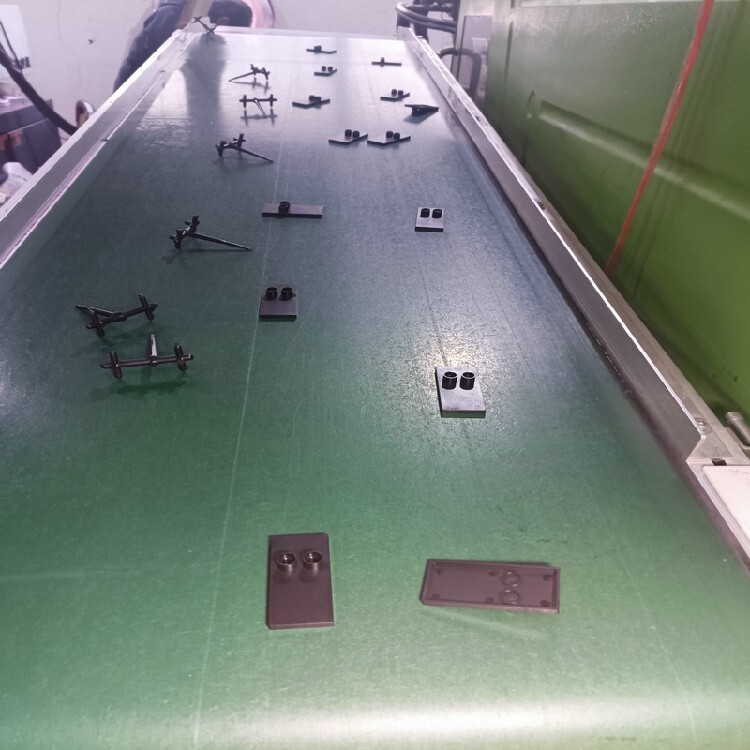
注塑模的硬度通常在50-60HRC以下,经过热处理的模具应有足够的表面硬度,以模具有足够的刚度。模具在工作中由于注塑的填充与流动要承受较大的压应力与摩擦力,要求模具保持形状的精度与尺寸精度的稳定性,模具有足够的使用寿命。模具的耐磨性取决于钢材的化学成分与热处理硬度,因此增强模具的硬度有利于增强其耐磨性。
大多数注塑成型模具,除EMD加工外还需进行一定的切削加工与钳工修配。为切削的使用寿命,增强切削性能,减少表面粗糙度,注塑模具用钢的硬度适当。
喷嘴温度:喷嘴温度通常是略低于料筒高温度的,这是为了防止熔料在直通式喷嘴可能发生的"流涎现象"。喷嘴温度也不能过低,否则将会造成熔料的早凝而将喷嘴堵塞,或者由于早凝料注入模腔而影响制品的性能。
在注塑过程中,注塑机喷嘴处的压力高,以克服熔体全程中的流动阻力。其后,压力沿着流动长度往熔体前端波前处逐步降低,如果模腔内部排气良好,则熔体前端后的压力就是大气压。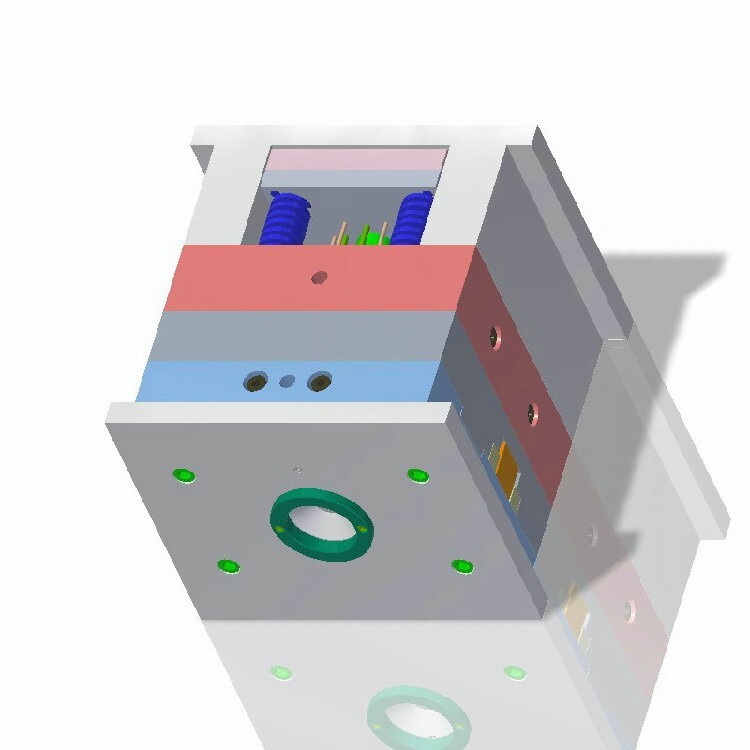
注塑时间要远远低于冷却时间,大约为冷却时间的1/10~1/15,这个规律可以作为预测塑件全部成型时间的依据。在作模流分析时,只有当熔体完全是由螺杆旋转推动注满型腔的情况下,分析结果中的注塑时间才等于工艺条件中设定的注塑时间。如果在型腔充满前发生螺杆的保压切换,那么分析结果将大于工艺条件的设定。



