残余应力的存在,一方面使工件会降低强度,工件在制造时产生变形和开裂等工艺缺陷。另一方面工件在制造使用后会慢慢的降低金属材料的疲劳强度,焊接处锈蚀,腐蚀加重,从而造成使用中的质量问题,因此残余应力的消除有着很重要的意义。
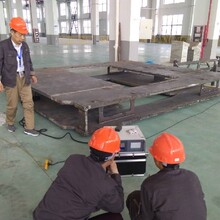
结合振动时效设备的技术原理、计算机控制技术,控制冲击器的转速和偏心距离。使工件发生共振。使工件的时效部位产生一定振幅和一定周期数的交替运动,吸收能量。因此,工件内部的粘弹性塑料金属发生了一些微观力学变化,在一定程度上减少了,均匀化学零件内部的残余应力提高了,从而提高了工件的尺寸稳定性和寿命。
其控制系统具有自动、手动振前扫频功能,得出构件本身固有频率,并自动选择佳亚共振峰进行时效处理,自动进行振后扫频和记录振动时效工艺数据、曲线,后按国家标准(GB/T25712-2010)的参数曲线检测法,通过比较时效前后及过程中工件的有效固有频率及其加速度等参数的变化来定性地判断时效效果。
工作条件振动时效设备工作的条件
1、环境温度
2、控制箱0~+40℃。
3、电机-20~+40℃.
4、相对湿度≤80%。
5、海拔不超过15000m
6、电源电压220v±10%
7、按点升或降按钮时,电机转速应升或降1r/min
8、装置所有转动部分应灵活,无停滞现象,无异常噪声
9、紧固件应牢固无松动
10、轴承应密封防尘,润滑脂应清净
11、控制箱及电机内无异物,无油污等
12、装置表面油漆应干燥无污损、碰坏、裂痕等现象
13、装置空载时,噪声值应补大于85db(A)
14、振动时效装置在正常工作条件下,次大修期不少于500h
时效的本质是以振动的形式对工件施加附加应力。附加应力和残余应力重叠,达到或超过材料屈服极,工件会发生微小的塑性变形,工件的残余应力减少,均匀化,尺寸精度稳定。
振动时效过程本质上是金属材料中晶位错动、增殖、堵塞和缠结的过程。振动时效在稳定工件尺寸精度和提高抵抗静态和动态载荷变形的能力方面优于热时效。这也是许多机械行业应用振动时效工艺的原因之一。
对于振动老化过程中的机理,国内外已进行了大量的研究工作,并取得了以下共识。振动时效是对金属元件施加周期性力(动应力)。在振动时效过程中,应用于金属构件各部分的动态应力与内部残余应力重叠。如果叠加尺寸大于金属零部件的屈服极限,金属零部件的光栅就会滑动,发生微小的塑性变形,达到终残余应力的意图。