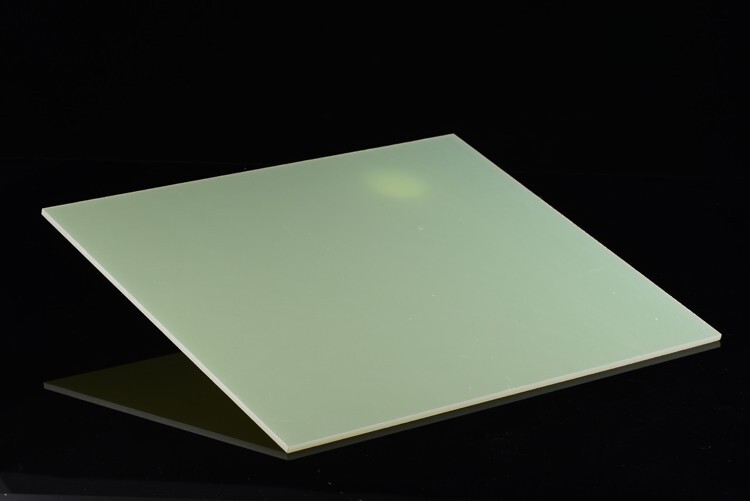
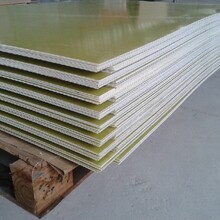
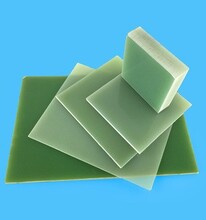
玻璃纤维板别名:玻璃纤维隔热板,玻纤板(FR-4),玻璃纤维合成板等,由玻璃纤维材料和高耐热性的复合材料合成,不含对人体有害石棉成份。具有较高的机械性能和介电性能,较好的耐热性和耐潮性,有良好的加工性。用于塑胶模具,注塑模具,机械制造,成型机,钻孔机,注塑机,电机,PCB,ICT治具,台面研磨垫板。注塑模具成型通常要求:高温料和低温模。同机状况下采用隔热方法。保持注模低温同时不能使注塑机温度过高。在注模与注机之间安装绝缘隔热板就能满足这一要求。缩短生产周期,提高生产率,降低能耗,改善成品质量,连续生产工艺了产品质量稳定,防止机器过热,无电器故障,液压系统无漏油。
玻璃纤维板表面粘有玻璃纤维的胶合板是在高温高压下制造的,它的外表面具有的防潮湿性能。这种板适于制造集装箱之用。供应的尺寸为:板宽可达3658毫米,板长可以是任何尺寸,长可达12米。玻璃纤维的含量按重量为25-40%。标准的颜色为灰色和次白色。该板能用蒸汽清洗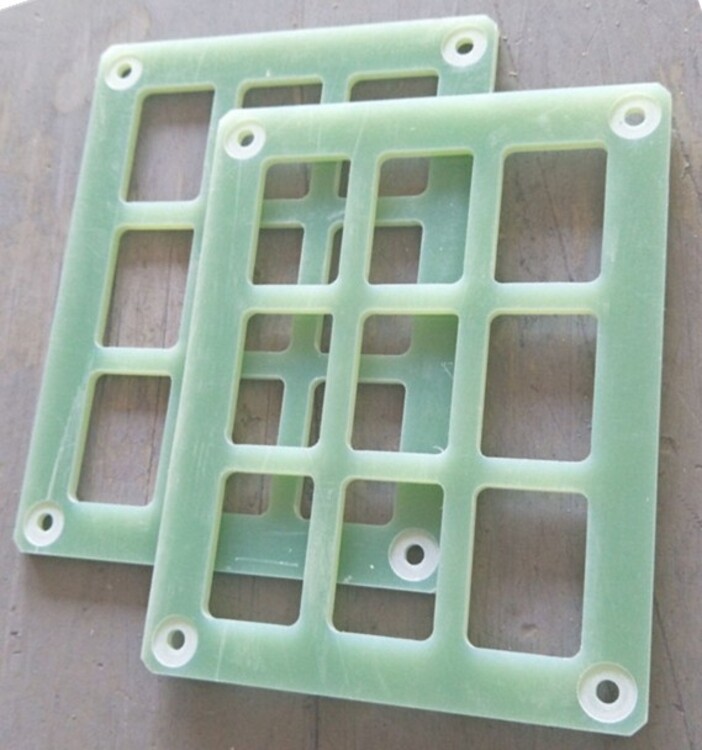
FR-4树脂胶液
(1)树脂胶液配方在环氧树脂玻纤板行业中,FR-4玻纤板已生产多年,树脂胶液配方基本上大同小异。
(2)配制方法:1)二甲基甲酰胺和乙二醇甲醚,搅拌混合,配成混合溶剂。2)加入双氰胺,搅拌溶解。3)加入环氧树脂,搅拌混合。4)2一甲基咪唑预先溶于适量的二甲基甲酰胺,然后加到上述物料中,继续充分搅拌。5)停放(熟化)8h后,取样检测有关的技术要求。
(3)树脂胶液技术要求:1)固体含量65%~70%。2)凝胶时间(171℃)200~250s。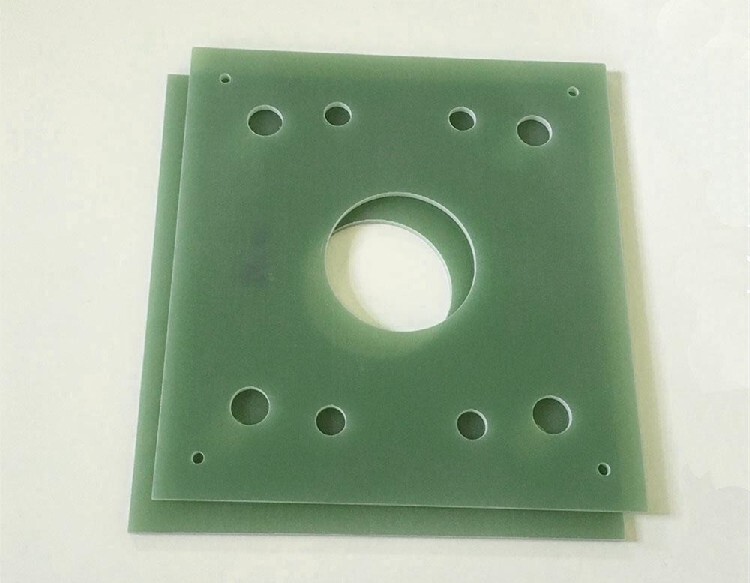
粘结片
(1)制造流程玻纤布开卷后,经导向辊,进入胶槽。浸胶后通过挤胶辊,控制树脂含量,然后进入烘箱。经过烘箱期间,去除溶剂等挥发物,同时使树脂处于半固化状态。出烘箱后,按尺寸要求进行剪切,并整齐的叠放在储料架上。调节挤胶辊的间隙以控制树脂含量。调节烘箱各温区的温度、风量和车速控制凝胶时间和挥发物含量。
2)检测方法在粘结片制造过程中,为了确保品质,定时地对各项技术要求进行检测。检测方法如下:
1)树脂含量:①粘结片边缘至少25mm处,按宽度方向左、中、右,切取3个试样。试样尺寸为100mm×100mm,对角线与经纬向平行。②逐张称重(W1),准确至0.001g。③将试样放在524-593(的马福炉中,灼烧15min以上,或烧至碳化物全部去除。④将试样移至干燥器中,冷却至室温。⑤逐张称重(W2),准确至0.001g。⑥计算:树脂含量=[(W1-W2)/W1]×。
2)凝胶时间:①从粘结片中心部位切取约20cm×20cm的试样,揉搓试样,使树脂粉落在金属筛里,然后过筛到一张干净的白纸上。②取约20mg树脂粉,放在预先升温至171(±0.5℃的检测仪热板中心。当树脂粉熔化时启动秒表,并用木牙签搅动树脂。③待树脂变稠到拉丝中断时停秒表,所经过的时间为凝胶时间。
3)树脂流动度:①离粘结片边缘不小于5cm处切取4张试样。试样尺寸为100mm×100mm,对角线与经纬向平行。②称重(W1),准确至0.005克。③试样对齐叠合,加上离型膜,然后放在2块不锈钢板之间。④将钢板和试样放在170℃±2.8℃的压机里,一次加压,单位压力为1.4MPa±0.2MPa,保持10min。⑤取出试样,冷却至室温。⑥从试样中心部位冲切φ80mm的圆片。⑦称圆片的重量(W2),准确至0.005g。⑧计算:流动度=[(Wl-2W2)/W1]×。
4)挥发物含量:①离粘结片边缘至少25mm处,按宽度方向左、中、右,切取3张试样。试样尺寸为100mm×100mm,对角线与经纬向平行。②在每张试样的一角,穿一小孔。③将试样放在干燥器中,处理1h。④逐张称重(W1),准确至0.001g。⑤将试样挂在烘箱中,在163℃±2℃,烘15min。⑥将试样移至干燥器中,冷却10min。⑦逐张称重(W2),准确至0.001g。⑧计算:挥发物含量=[(W1一W2)/W1]×