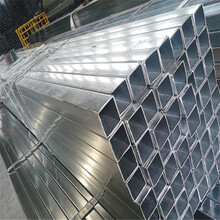
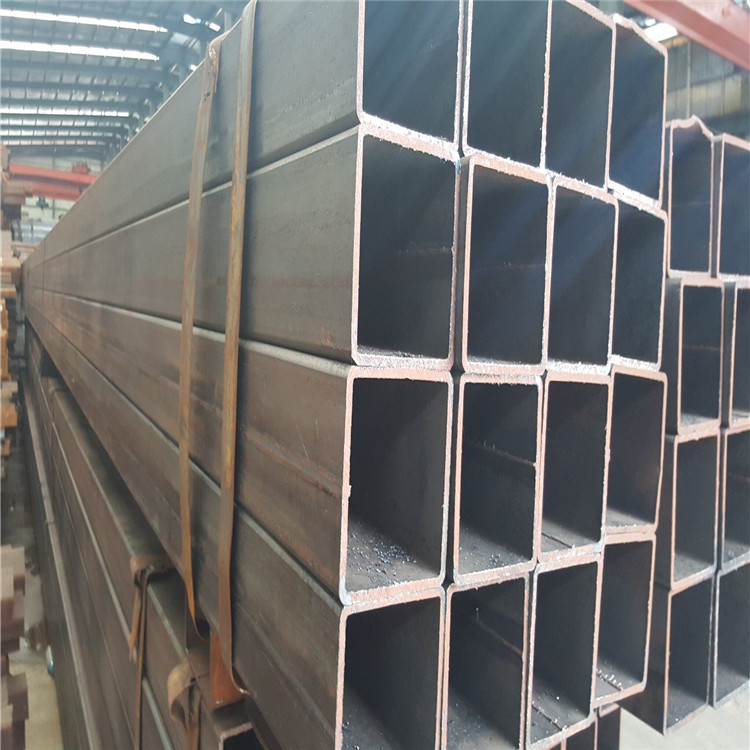
200x120x6热镀锌方矩管 宿迁Q345D塔机方矩管 切割零售
10.船舶用碳钢无缝方管(GB5213-85)是制造船舶I级耐压管系、Ⅱ级耐压管系、锅炉及过热器用的碳素钢无缝方管。碳素钢无缝方管管壁工作温度不超过450℃,合金钢无缝方管管壁工作温度超过450℃。11.汽车半轴套管用无缝方管(GB3088-82)是制造汽车半轴套管及驱动桥桥壳轴管用的碳素结构钢和合金结构钢热轧无缝方管。

无锡沣泽源金属材料有限公司可根据客户要求尺寸定做。方矩管,无缝方矩管产品主要应用领域:建筑钢结构,大型场馆,会展中心,升降机械,船舶制造,仓储货架,装饰装潢,交通设施,机场建设,铁路车辆,桥梁支架,矿井支架,立体车库,户外,健身器材,风电设备,车辆制造等行业。凭借优良的管理、开发优势,借助的开发理念、的发展思想以及成功的运作模式,无锡沣泽源金属材料有限公司一路飘红,公司的规模也不断地发展壮大.公司不断进取,加快加强项目开发运作,进一步完善开发机制,强势打造公司的品牌效应。
镀锌方管是一种具以热轧或冷轧镀锌带钢或镀锌卷板为坯料经冷弯曲加工成型后再经高频焊接制成的方形截面形状尺寸的空心方形的截面型钢方管,或将事先做好的冷弯空心型方管再经热浸镀锌加工而成的镀锌方矩管。中文名镀锌方管外文名Galvanizedsquarepipe分类热镀锌方管和冷镀锌方管用途幕墙,建筑,机械制造等特性防护作用更强,抗腐蚀能力强
以上就是镀锌Q215焊接方管的主要特点,这也是镀锌方管在性能上的好的体现,这样选择镀锌Q215焊接方管时我们就知道该从何入手了。所以镀锌Q215焊接方管价格一直也是钢管市场市场的。结构⑵特的法兰结构:一改角钢法兰方管的外观效果,用机械连体法兰工艺替代传统的角钢法兰工艺。这其中又体现了它的特优势:

杨柳毅等人[21]针对云南某低档次碳质含硫磁铁矿石进行了提硫实验研讨,实验成果标明,选用新药剂42作为提硫捕收剂,得到了硫档次为42.25%、收回率为92.96%的硫精矿。攀枝花选矿厂矿石中硫化物以磁黄铁矿为主,蒋方珂等人经过对攀枝花选矿厂次铁精矿中硫化物的工艺矿藏学和矿石性质分析,提出在酸性条件下,运用黄药来完成对磁黄铁矿的捕收,然后到达铁精矿降硫的意图,终究铁精矿中硫含量下降.2%~.3%,其档次也有必定起伏的前进。硫药剂与硫铁矿效果机理的理论研讨及展开3.1硫铁矿石晶体结构研讨现状经过磁选工艺流程,不同晶系的磁黄铁矿得到有用富集,其间大部分黄铁矿进入尾矿,少数未完全单体解离的黄铁矿则随磁黄铁矿进入浮选;在浮选工艺流程中,不同晶系的磁黄铁矿可浮性不同较大,而不同晶体结构的黄铁矿的可浮性并无显着的差异。故对磁黄铁矿的晶体结构研讨现状作如下论述,磁黄铁矿(Fe1-xS,x.223)常与多种硫化矿共生,具有单斜、六方和斜方三种同质多象变体,常见的为单斜和六方磁黄铁矿。
我公司生产镀锌方管、矩形管、方矩管、无缝方矩管、Q345B方矩管、方管、45#方管、20#方管、16mn方管、Q235方管等,可加工口径在5mm——800mm,厚度0.5mm——38mm之间。并可根据客户要求定制各种规格方矩型管。为适应市场需求,公司目前拥有LW1400×16焊管生产线一条,LW800*12焊管生产线一条,LW400*8焊管生产线一条,(3—6)*2200纵剪生产线一条,以及下线再加工设备、化验检测设备、无损探伤设备。
无锡沣泽源方矩管生产厂家在做大做强的同时,不断的创造业绩。 在社会各界的支持下、在公司的下,我们公司经过不懈努力,已经呈现出良好的发展态势,不断取得可喜成绩,赢得了市场的认可。质优,欢迎新老客户前来订购!
PVC—U材质为多组分,它的熔体流动性差、粘度大、加工工艺复杂;要满足制品的性能,不同的模具结构要选用不同的配方体系。笔者主要对PVC—U管件注塑模具的浇注系统进行优化。因为浇注系统看似简单却是一副模具关键的组成部分。可以这样说,模架是模具的基本结构;型腔是成型制品几何尺寸的主要部件;浇注系统是塑料熔体流向型腔的主要通道。所以浇注系统决定着制品的内在性能及表观质量。PVC—U管件注塑模具浇注系统的优化(除配方外)是提高PVC—U管件制品性能的一条重要途径。注系统的几种常用形式¨一般的模具设计主要根据制品的结构来确定,浇注系统的设计也是根据注塑模具的结构进行简单设计,这在设计、制造上可节约成本。应用于PVC—U管件系列制品的浇注系统可归纳为3种。普遍应用于管箍类制品的中心支架浇口类(轮辐式浇口)。普遍应用于11mm以上的9O。弯头、三通等直接进料浇口类(无分流道),如图1b所示。普遍应用于9O。弯头、45。弯头侧进料浇口类,几种PVC.jam过程中常出现的缺陷注射缺陷,不单指外观的缺陷,还包括物理力学性能的问题,这里主要归纳实际生产中应用上述3种浇注系统成型制品时不易解决的各类缺陷。1浇口部位表面质量PVC—U的熔体粘度较大,不易流动,因而,使用图1中a类浇注系统成型的制品浇口流动冲击现象严重,应力常集中在浇口部位致使制品强度较差,并且易产生注射斑纹。使用b类浇注系统成型的制品除具有a类浇注系统制品的缺陷外,同时由于注射过程产生强大的注射力,芯柱呈简支梁状态,受力过大,芯柱存在变形,制品的壁厚尺寸不均,过厚的地方存在气孑L,再加上薄的地方,致使强度不足,影响整个制品的质量。