机床检测必要性:
随着现代工业的高速发展,数控机床在各个领域中得到广泛应用。而相当多的用户认为买了数控机床,加工精度就有保障
了,而不知数控机床的终是靠机床本身的精度来。机床本身精度可分为几何精度、定位精度和切削加工精度。几
何精度在其安置调整好以后,如无搬迁或大的碰撞事故,其精度-般变化不大。 切削加工精度实质上是几何精度和定位精度在
切削加工条件下的一项综合反映。因而数控机床周期性精度检测主要是定位精度的检测和误差补偿。
经验表明,80%已投进生产使用的机床在使用一段时间后,处在非正常超性能工作状态,甚至超出其潜伏承受能力。通常
新机床在使用半年后需再次进行检测,之后可每年检测- -次。因此,定期对数控机床进行周期性精度检测和误差补偿, 对于企
业合理降低生产成本,改善零件加工质量,减少废品产生,提高数控机床利用率和延长其使用寿命至关重要。
机床检测的类型有哪些?
数控车床、数控镗床、数控铣床、数控钻床、数控磨床、数控拉床、数控插床、数控刨床、数控锯床、齿轮加工机床、螺纹加
工机床、加工中心等金属切机床,及各类机床、滚珠丝杠等。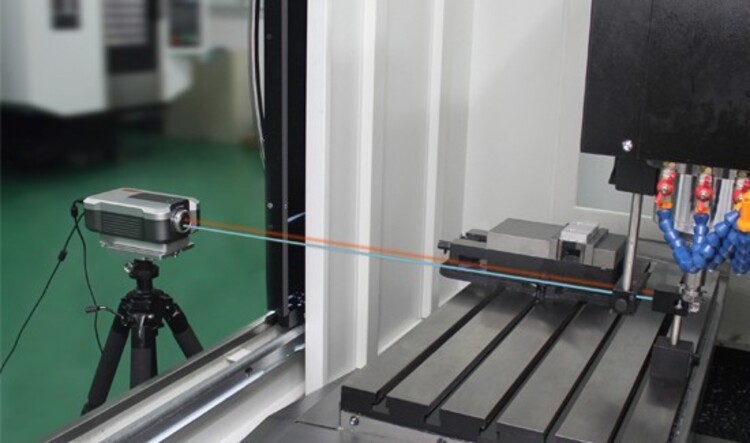
机床检测的项目有哪些?
线性轴和回转轴的定位精度,即:反向误差、定位精度、重复精度、位置偏差等。机床几何精度:直线度、角度、垂直度、平面度、平行度等。
1定位精度的检测
检测机床的定位精度,常用标准有两种:
●德国VDI/DGQ3441标准(机床运行精度和定位精度的统计方法)。
●美国AMT标准(美国机械制造技术协会制定)。
用两个标准,测量数据的整理均采用数理统计方法。即沿平行于坐标轴的某
一测 量轴线选取任意几个定位点(- -般为5~15个),然后对每个定位点重复进行
多次定位(一般为5~13次)。可单向趋近定位点,也可以从两个方向分别趋近,
然后对测量数据进行统计处理,求出算术平均值。进而求出平均值偏差、标准差、
分散度。分散度代表重复定位精度,它和平均值偏差一起构成定位精度, 两者之
和是在任意两点间定位时可能达到的大定位偏差。
由于被测坐标轴长度不尽相同,因而其定位精度的线性允差的给定方式不应
是单一的,而应有所区别。国标GB10931-89数字控制机床位置精度的评定方法
中规定,轴线定位精度线性允差的给定方式主要有以下几种:
●在全行程上规定允差;
, 根据被测对象长度分段规定允差;
●用局部公差方式规定允差;
既规定局部公差,同时也规定全行程允差。
机器人检测的要求是什么?
一、考虑固定和移动两种情况 ,给出工业机器人和服务机器人噪声测试方法
标准规定了机器人辐射噪声声功率级的测定方法。同时,给出了测试环境、测试仪器、被测试设备运行条件的要求,以及表面声压级及声功率级的计算方法。
本标准适用于各种用途的工业机器人、个人家用服务机器人及公共服务机器人(以下个人/家用服务机器人及公共服务机器人在本标准中合称为"服务机器人”) 噪声声功率级的测定。不适用于特种机器人噪声功率级
的测试。
标准对工业机器人、服务机器人移动式和非移动式测试基准体给出了具体描述。
二、明确机器人噪音测试运行工况
1、工业机器人测试时的运行工况要求如下:
a)额定负载;
b)以大加速度加速至额定速度(在运动周期内各轴应达到额定速度,无须同时) ;
c)各轴各关节在软限位80%的范围内同时做往复运动;
d)各轴应正常运行至少2小时后进行测试。
2、服务机器人测试时的运行工况要求如下:
a)正常工作状态(语音功能关闭) ;
b)当有负载要求时,应在额定负载的状态下进行测试;
c)应正常运行至少3分钟后进行测试。
3、其它要求:
当使用模拟工作条件时,被测机器人声源应处于正常使用且辐射声功率大的状态。
测试报告中应详细描述测试过程中声源的工作条件。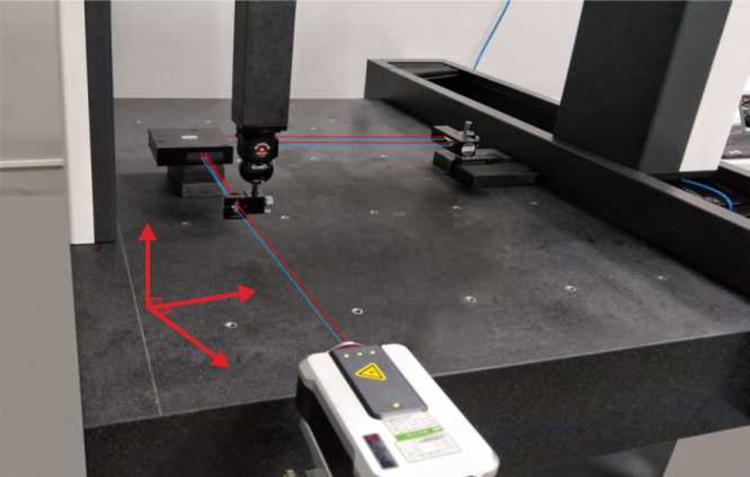
机器人检测的背景技术:
在机器人的研发、制造上,尤其是工业机器人,我国与工业发达国家的差距较大,主
要表现在关键零部件基础薄弱、可靠性和精度不高。
重复定位精度作为机器人的一项重要的技术参数,其测量是机器人出厂前的必检项目
之一。
目前,测量机器人重复定位精度检测设备主要有激光跟踪仪和三坐标测量仪。其中,
激光跟踪仪测量实施过程简单、测量精度高,但是设备昂贵, 不是大部分中小企业所
负担得起的。另外,测量过程中,激光需要一-直跟踪机器人末端的靶球 ,机器人运动
速度不能很高,否则容易出现断光。而三坐标测量仪测量实施过程中,机器人与三坐
标测量仪之间需要进行动作协调,否则容易造成干涉,损坏测量仪,操作比较繁琐,
设备也比较昂贵。