加料机构:一般加料机构采用气缸圆弧门给料、振动给料、螺旋给料、叶轮给料、气吹给料等几种形式。一般制作采用钣金冷作加工,该机构的品质直接与计量精度有关。
机械式:秤体由承重料斗、杠杆系统和计量装置构成。称量时将游砣拨至规定质量位置,用机械或人工进行加料、卸料。这类配料秤结构比较简单,但准确度低,操作速度慢。
机电结合式:是在机械式配料秤的基础上发展起来的。秤体除料斗和杠杆外,还采用了渐近开关、光栅测量头或力传感器等力转换器件,相应的秤分别称为度盘式、光栅式、传感器式配料秤。光栅式配料秤是较常用的机电结合式配料秤,它用光栅作为力-电转换器,各料位的定值部分由拨码盘任意设定,分别给出快、慢加料定值。计量时,来自光栅的质量信号不断地和设定值进行比较,先后控制快、慢加料动作。这种配料秤具有自动起动、自动卸料、自动零位跳料等功能,准确度较高。但电路设计较复杂。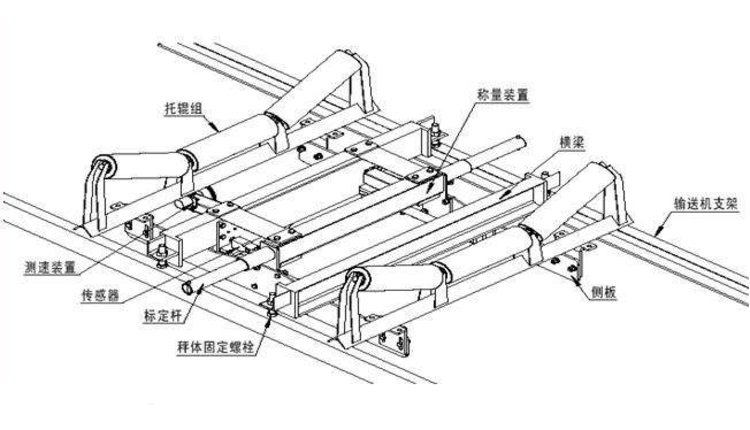
结构
配料秤一般由秤体、加料机构、卸料机构、电控系统两大部分组成。
加料机构
一般加料机构采用气缸圆弧门给料、振动给料、螺旋给料、叶轮给料、气吹给料等几种形式。一般制作采用钣金冷作加工,该机构的新品质直接与计量精度有关。
卸料机构
一般卸料机构采用气缸圆弧门卸料、振动卸料、螺旋卸料、旋转给料机卸料或直接采用气(电)动阀门卸料等几种形式。一般制作采用钣金冷作加工或直接购买旋转给料机和气(电)动阀门。
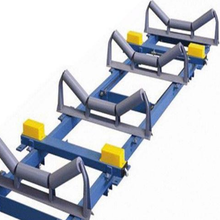
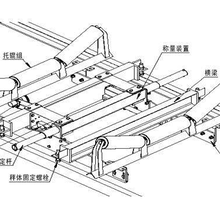
秤体
秤体多数采用金属材质的角钢、槽钢、方管等作为主要材料,经过焊接、打磨喷塑或喷漆等工艺制作完成,同时主要材质也有人采用混泥土为主,金属材质为辅的方式制作。
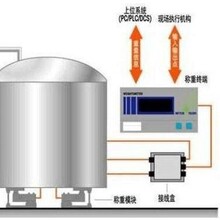
电控系统
该电气系统主要是有称重单元和控制单元组成。称重单元国内大多数场合采用称重传感器+配控制器+电气元件的方式进行控制,该方式质量稳定,调试相对复杂,造价低廉、功能简单。另外国外和国内一些大公司经常采用的一种控制方式是:称重传感器+称重变送器+PLC+触摸屏(工控电脑)。该方式质量且十分稳定,调试简单,操作简易,功能丰富但造价较高,所以该控制方式为大中型用户的好选择。
结构组成
a. SM60系列胶带给料机:包括输送机支架、裙边环形皮带、主从动滚筒、电机、减速机,清扫刮板。
b. 电子称重装置:包括给料机控制器、称重传感器、测速传感器、30型全悬浮秤架、变频器,现场操作箱和接线盒。
c. 控制部分:工控机(可选),配料系统软件,通讯接口和通讯电缆
主要特点
精度为±0.5mm
皮带宽度300mm~2000mm;
流量范围从50公斤/每小时到1200顿/每小时;
环形裙边橡胶输送带,根据用户可选用其他种类;
称重桥架为全悬浮结构;
测速传感器为数字式,尾部滚筒直连;
可选项
外壳形式可选敞开、部分封闭或全封闭;
头部护罩、尾部下料口、全封闭壳体;
内清扫链板输送机;
驱动电机形式为联轴器式、链传动式、轴装式;
有料/无料开关、防跑偏开关、急停拉绳开关、溜槽堵塞开关;