夹爪—弯制时两对坚固的夹爪将肋骨牢固地夹住。夹爪作用在肋骨上的力较小,以防肋骨受损伤,但是它仍有足够能力防止肋骨弹出。夹爪之间有一水平的舌头,用以顶住肋骨。在舌头的后面有一垫块,以限制夹爪的移动距离和防止肋骨受力过大。整个夹爪机构是可以转动的,以适应各种肋骨弯曲度。滚柱是夹爪机构的一个部件,用以支持、肋骨处于正确的高度,并帮助移动肋骨。手动螺杆可以垂直调整滚柱的高度,以适应不同尺寸的肋骨。用一水平螺杆可把夹爪组移进移出以变动弯曲中心。这种移动是用电动机进行的,每一组夹爪可单调整。有一刻度指示弯曲中心距。
该机由冷弯机本体、油压装置及其附属的输送辊以及控制装置所构成。此外,根据作业上的需要,尚可在该机的左右两边配置小车和辊道传送装置。控制台为移动式,能自由地移至工作方便的地方,实现远距离操纵,操作全部用按钮。弯曲时可一面注视预绘在型钢上面的型线,一面操纵按钮进行准确地弯曲,由于按钮全部是点动式,手指一离开按钮动作即停止。
有芯弯管的工作原理如图2所示,具有半圆形凹槽的弯管模1,由电动机经过减速装置带动旋转,管子4置于弯管模盘上用夹块2压紧,压紧导轮3用来压紧管子的表面,芯轴5利用芯轴杆6插人管子的内孔中,它位于弯管模的中心线位置。
工字钢冷弯机采用数显编码器编程,使液压操纵系统定位准确,所弯型钢一次自动成型。一人操作,省时省力,一次成型,可代替5~8名工人作业。大大提高的生产效率,节省了施工成本,更加的节能环保。
常用的是低碳钢、铝、铜等板带材,此外还有不锈钢、钛金属、复合金属的板带。碳钢板带厚度为0.15~3.2mm,热轧板带厚度为1.2~25.4mm。铝板带厚度为0.13~25.4mm。据报道,不少国家已能生产厚达32mm的冷弯型钢。原料宽度根据成品的断面展开长度确定,由纵剪机剪成板带材进入成型机组,由一对相对转动的成形辊依次弯曲成所要求的成品形状,如图1所示;板料的成形过程如图2所示。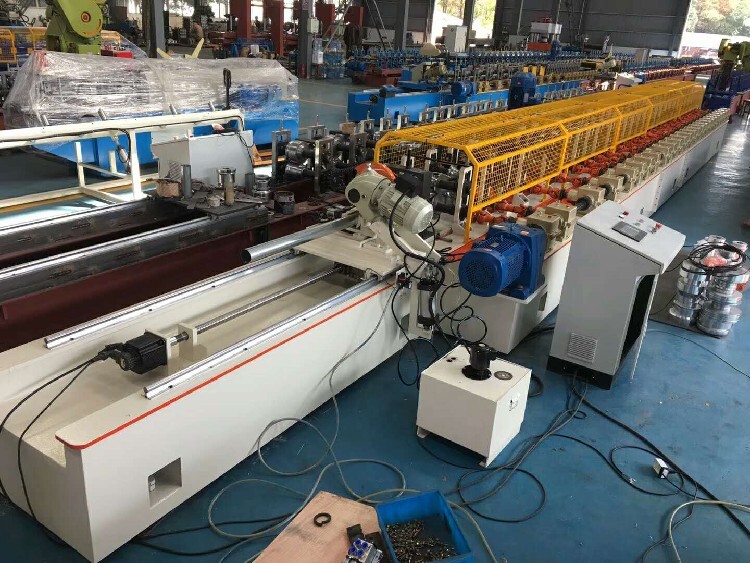
冷弯成型机械的品牌与供应商
在国内,有多家的冷弯成型机械品牌,这些品牌在冷弯成型机领域拥有丰富的经验和雄厚的技术实力,产品质量可靠,性能稳定,并得到了广大用户的认可。
在选择冷弯成型机械时,建议根据自身需求和具体项目情况,综合考虑品牌声誉、产品质量、售后服务等因素进行选择。同时,也可以参考其他用户的评价和反馈,以获取更全面的信息。
总的来说,冷弯成型机械是一种重要的金属加工设备,其广泛的应用领域和显著的优势使得它在现代工业生产中发挥着越来越重要的作用。