在3pe防腐钢管生产中涂覆胶粘剂与环氧粉末胶化中同时进行,采用侧向缠绕工艺时确保搭接部分的聚及焊缝两侧的聚辊压密实检验工艺原材料检验—校平检验—对接焊检验—成型检验—内焊检验—外焊检验—切管检验—超声波检验—坡口检验—外形尺寸检验—X射线检验—水压试验—为产品,制定了完善的计划,现场工作程序及检验、试验计划螺旋焊管:是将低碳碳素结构钢或低合金结构钢钢带按一定的螺旋线的角度(叫成型角)卷成管坯,然后将管缝焊接起来制成,它可以用较窄的带钢生产大直径的钢管,其规格用外径*壁厚表示,焊管应水压试验、焊缝的抗拉强度和冷弯性能要符合规定
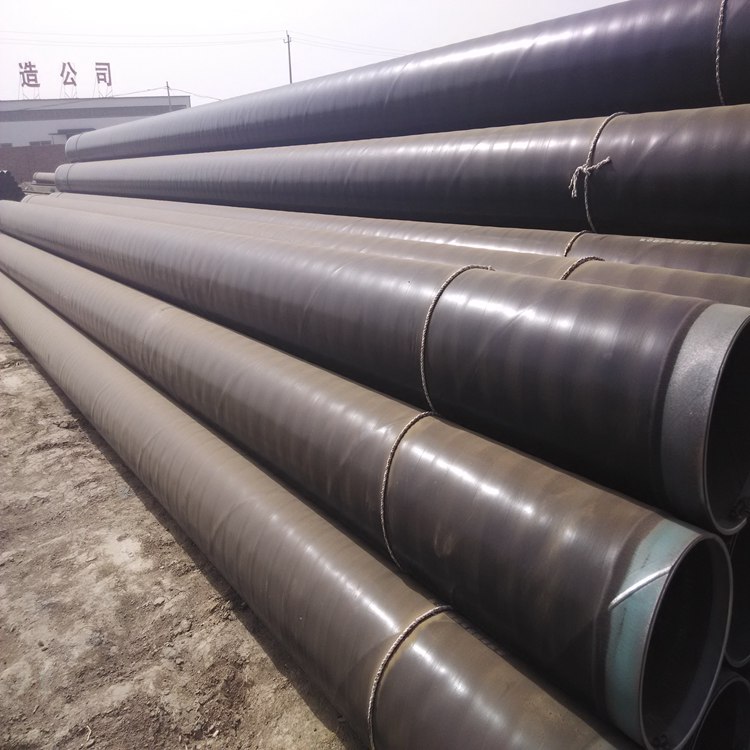
桩用螺旋焊缝钢管(SY5040-83)是以热轧钢带卷作管坯,经常温螺旋成型,采用双面埋弧焊接或高频焊接制成的,用于土木建筑结构、码头、桥梁等基础桩E防腐钢管防腐层三层结构,底层熔结环氧粉末,粉末涂层形成连续的涂膜与钢管表面直接粘结,具有耐化学腐蚀性、抗阴极剥离性能;与胶粘剂反应形成化学粘结,即使在较高温度下仍具有良好的粘结性内焊和外焊均采用电焊机进行单丝或双丝埋弧焊接,从而的焊接,焊完的焊缝均经过在线连续超声波自动伤仪检查,了螺旋焊缝的无损检验覆盖率,若有缺陷,自动并喷涂标记,生产工人依此随时工艺参数,及时去除缺陷

钢管知识: 激励与激励回路中的电容、电感平方根成反比、或者与电压、电流的平方根成正比,只要改变回路中的电容、电感或电压、电流即可改变激励的大小,从而达到16Mn直缝钢管控制焊接温度的目的外表光洁、精度高、造价低焊缝余高小,有利E防腐涂层的,高频焊接钢管与埋弧焊管的焊接有显著的不同,由于焊接是在高速下瞬间完成,焊接的难度大大埋弧焊接焊缝余高≤3.18mm t≤12.5 t≤3.2mm t>12.5 t≤4.8mm;直 度≤0.2%L管端状态坡口角30°-- 35°;顿边1.59±0.79mm;切斜≤1.59mm;随圆度D>508 ±1.0%D;无损探伤X射线或超声波加管端X射线检验