银焊条存放地:存放银焊条的仓库应具备干燥通风环境,避免潮湿;拒绝水、酸、碱等液体极易挥发有腐蚀性的物质存在,更不宜与这些物质共存同一仓库。焊条应放在木托盘上,不能将其直接放在地板或紧贴墙壁。
取及搬运焊条时小心不要弄破包装,特别是内包装“热收缩膜”。打开银焊条包装应尽快将其全部用完(要求在一周以内),一旦焊丝直接暴露在空气中,其防氧化时间将大大缩短(特别在潮湿、有腐蚀介质的环境中)。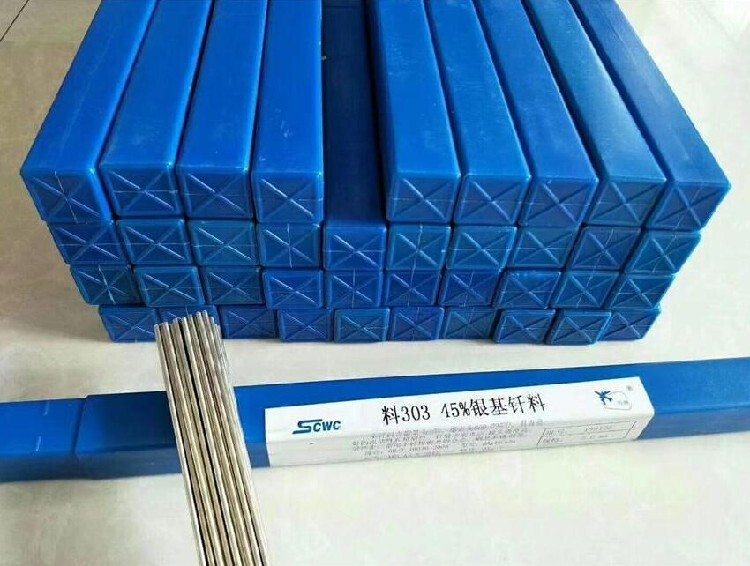
银基合金焊条的特性描述:银焊条是一种银或银基固态深焊条,具有的工艺性能,低熔点,良好的润湿性和填充间隙的能力以及高强度,的金焊材料具有良好的可塑性,的导电性和耐腐蚀性,可用于钎焊除铝,镁和其他低熔属以外的所有黑色和有色金属。该产品广泛用于制冷,照明,五金电器,仪器仪表,化工,航空航天等工业制造领域。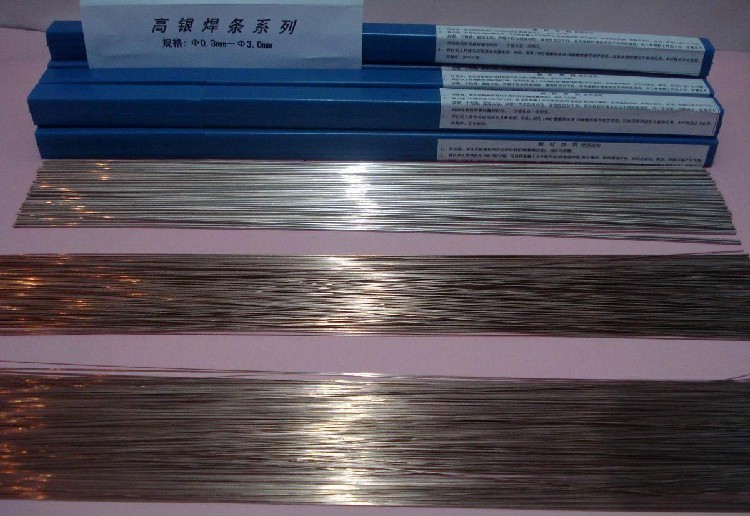
银基钎料是一种以银或银基固溶体的钎料。具有优良的工艺性能,不高的熔点,良好的湿润性和填满间隙的能力,并且强度高。塑性好,导电性和耐蚀性优良,可以用来钎焊所有黑色和有色金属,如不锈钢,硬质合金、金刚石等各种材料。广泛应用于制冷、灯饰、五金电器、仪器仪表、化工、航空航天等工业制造领域。
为了降低熔点及减少银含量,加入铜、锌、镉、锡、镍等构成三元或多元合金钎料。银钎料适用于各种钎焊方法,但除在真空或保护气氛中钎焊以外,一般需要配合银钎剂共同使用,方可获得优良的钎缝。
银基钎料按其成分构成可分为无镉钎料和含镉钎料。含镉钎料具有一定的毒性,不适宜用于与食物、饮用水直接接触接头的钎焊。钎焊工作点需通风。
钎焊前严格清除钎焊处及钎料表面的油脂,氧化物等,钎焊接头的*佳间隙为0.03mm~0.075mm。
BCu80PAg(HL204)(TS-15P) 主要化学成分:Ag:15±1,P:5±0.2,Cu:余量性能:钎焊温度704-816℃,钎焊接头的强度,塑性,导电性能好应用:适用于钎焊铜,铜合金,银合金,钨,钼等金属的焊接
BAg18CuZnSn(TS-18P) 主要化学成分 Ag:18±1,Cu:44±1,Sn:20±2,Zn:余量性能:钎焊温度810-900℃,银含量低,价格低廉,钎焊温度高,钎焊工艺性能好,焊缝强度高应用:适用于钎焊铜及铜合金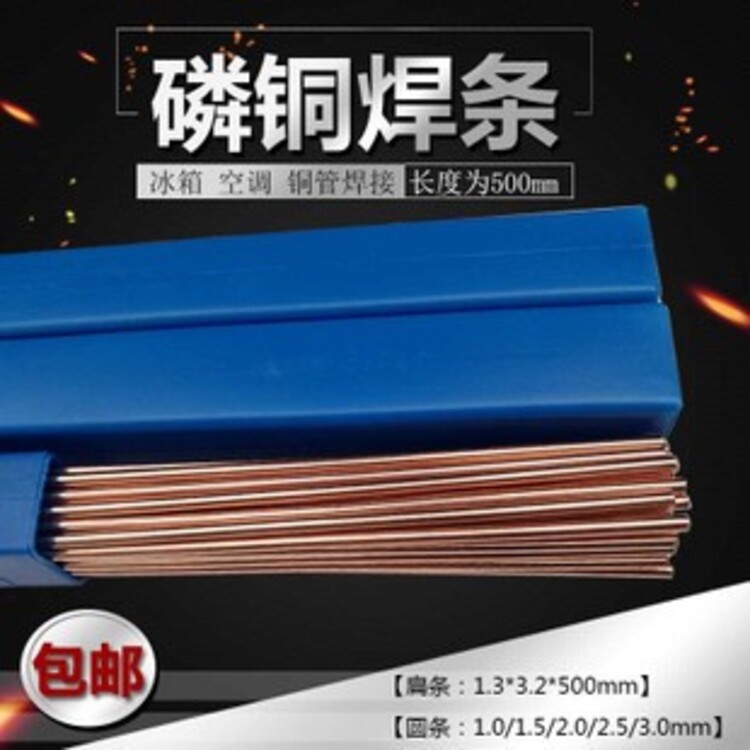
银焊条焊接方法如下: 1. 准备工作:清洁焊接部位,确保焊接表面平整,清除表面油污和氧化物,以焊接质量。 2. 烘烤焊条:将银焊条放入焊条烤箱中烘烤,使其干燥,减少氧化,提高焊接质量。 3. 点燃焊接火焰:使用氧乙炔焊接设备点燃焊接火焰。 4. 烫炉预热:将金属零件放入烫炉中进行预热,使其热胀冷缩,有助于焊接。 5. 焊接:将银焊条熔化后涂抹在预热的金属零件上,通过焊接火焰使其融化并与金属表面结合。 6. 冷却:等待焊接完全冷却,确保焊接质量。 7. 清理:清理焊接部位,确保焊接部位干净整洁。 8. 检查:检查焊接质量,确保焊接牢固,无气孔和裂纹。