QD-60FZ 粉剂(颗粒)自动包装机
三边封样品 背封样品
主要特点:
1. 制袋系统采用步进电机细分技术,制袋精度准,误差小。
2.自动打印批号或生产日期,包装成品上切易撕口,所有与被包装物料接触的部件均采用不锈钢制造。
3. 旋转式切刀,包装速度快,可在机器运行过程中随意调整切刀位置。
4. 热封器四路加热控制,双侧各封道可单调温;热平衡良好,封口质量,适用于多种包装材料。
5.光电色标定位控制系统。
6.控制器采用中英文显示,直观清晰。
7.可视性良好的侧开式防护挡板,操作安全。
8.计量螺杆由不仅电机驱动可获得高的重复精度。
9.采用新料斗升降装置,便于调整,利于清洗,提高工作效率。
立式螺杆下料重量调节
6-1-3:立式螺杆下料重量调节
调整重量在触摸屏上进行,在参数界面中,点按‘ ’
100 个脉冲为一圈,根据实际的螺杆大小设定圈数。
注意:参数值只代表充填时螺杆的旋转角度,充填量随转角成正比变化
,同时充填量与螺杆大小有关,充填螺杆越大,充填量越多。
螺杆规格有:11#、16#、18#、22#、28#、35#、40#、45#、
50#。
充填量(大)分别为 10ml、20ml、40ml、60ml、80ml、100ml。
机器上充填螺杆一般是根据使用者要求的充填量出厂时配置的。
- 47 -
6-2:水平螺杆下料:
6-2-1: 水平螺杆下料时间调节
用手转动皮带,到模具水平封合时,用小螺丝刀微松主轴上的下料凸轮
紧固螺丝,旋转下料凸轮使接近开关灯亮,再固定螺丝。若要提前下料,
顺时针旋转下料凸轮。若要推迟下料,逆时针旋转下料凸轮。
粉末包装机1、袋长的改变
直接设置袋长参数则可,见触摸屏介绍中的袋长的设置;
2、成形器的调整
1、按包膜示意图穿好包装膜,初步使包装膜宽度的中心线与成型器的中轴线重合,并且与两纵封辊的封合线重合;
2、按第三章做好准备事项,开机,用手把包装膜送进纵封辊,试做空袋,观察制袋情况;
A、如果袋子左边出现摺皱,可松开成型器左右两边的螺丝1,把成型器适量往右边移。相反的,如果袋子右边出现摺皱,则把成型器适量往左边移,反复调整,直到袋子两边都平整为止。当调整螺丝1还是不够时可调螺丝2,移动成形器的位置。
B、纵封封边不平齐的调整:
当包装袋右边出现白边时,成形器向左移;当包装袋左边出现白边时,成形器向右移。
3、调整好后,再拧紧2个螺丝1(见图4)。
粉末包装机纵封模具调整1、卸去成形器,再松开螺丝1,取下左右模具和发热片。
2、模具更换完毕后,将模具和发热片按拆下时的相反顺序装好,固定好螺丝1;然后对模具进行调整,调整如下:
A、用手逆时针转动电机,让纵封模具接近啮合状态,松开螺母4,旋动螺母5,顶出模具12,使左右上下处于啮合无间隙且齿形不错位。模具啮合的调整达到佳位置是与两个拉膜轮之间切线及横封模具的封合线成“三点一线”。
B、纵封模具角度的调整:当包装袋纵封封边错位没对齐时,点动包装机闭合纵封模具,松开螺丝2摆动纵封模具使之与成形器平行,再锁紧螺丝2即可。
3、电热片烧毁:
卸去成形器,再松开螺丝1,取下左右模具和发热片。检查电热片是否烧坏,步骤如下:
1、拆下接头。
2、测量电阻值,如果R=0或R=∞,则电阻丝烧毁,可拆下更换。更换时注意接线。
粉末包装机横封模具横封模具的调整。
1、模具封合情况的调整(图10)
模具的封合情况直接影响到包装袋的外观好坏,因此前后两边的模具啮合处在佳状态,才能产品的质量。
A(啮合有间隙) B(啮合不良) C(啮合佳状态)
图10
当模具啮合有间隙或是啮合不良时,须调整模具使之达到啮合佳状态,调整方法如下:
(a)、打开机箱,伸进内部手动逆时针转动电机(如图11),让模具处于接近啮合,弹簧刚要压缩的位置;
图11
(b)、松开横封后模具上的两个“上下调节螺丝”可进行横封模具的上下位置调节;松开横封前模具上的两个“左右调节螺丝”可进行横封模具左右位置的调节。(图12)
8、切刀安装调节
1、将切刀装入模具槽中,将刀片固定螺丝固定在左右两边的切刀固定座上,调整刀刃使之与模具口平齐,锁紧左右两边的刀片固定螺丝;
2、当刀具切不断时,将横封模具调整到封合状态,则打下机箱,如图14所示将左右两边的横导轴固定螺丝松开,将横封前部分如图13所示,整个部分向内移动,调整好后将横封导轴固定螺丝锁紧则可。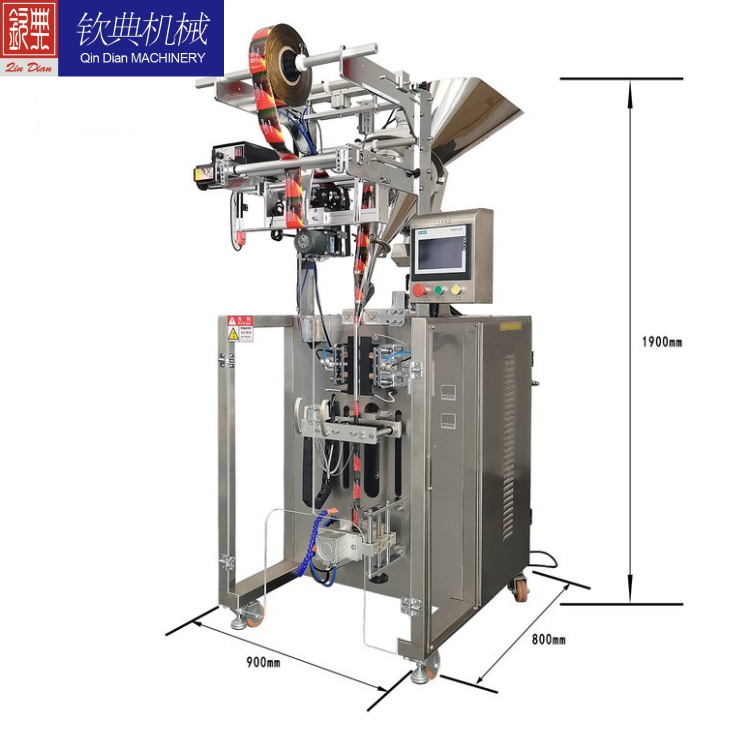
粉末包装机设备的安装方法安装方法:
1)开箱检查无误后将机器推至安装位置,如图 2 所示,周边空间不小于 1100mm,以便
机器操作与维护。
2)调整支脚将机架上平面调整为水平。
3)为了安全生产,应按标牌位置接入地线。
4)接入规定电源、压缩空气就可以进行机器的调试。
3、机器的调试前准备工作
本机出厂前已按客户提供的其中一个规格样品进行了调试,设备安装完毕后可用该规
格物品进行试机包装。