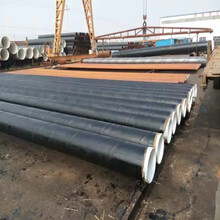
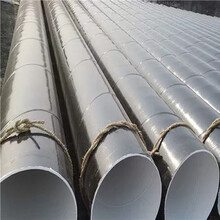
内焊和外焊均采用美国电焊机进行单丝或双丝埋弧焊接,从而的焊接。3.安装简便:三层PE防腐直缝管采用直缝式结构,安装时可以直接对焊连接,不需要特殊的安装工具和技能,方便快捷。埋弧焊螺旋钢管是以连续焊丝作为电极和填充金属,工作时在焊接区的上面覆盖一层颗粒状焊剂,电弧在焊剂层下,将焊丝端部和局部母材熔化,形成焊缝在电弧热的作用下,上部分焊剂熔化熔渣并与液态金属发生冶金反应。熔渣浮在金属熔池的表面,一方面可以保 护焊缝金属,防止空气的污染,并与熔化金属产生物理化学反应,焊缝金属的万分及性能;另一方面还可以 使焊缝金属泠却。 埋弧焊可以采用较大的焊接电流的优点是焊缝好,焊接速度高。因此,它特别适于焊接大口径的螺旋钢管。而且多数采用自动化焊接,目前已广泛用于碳钢、低合金结构钢和不锈钢的焊接。 (5)在仓库里不得与酸、碱、盐、水泥等对钢材有侵蚀性的材料堆一起。不同品种的钢材应分别堆放,防止混淆,防止腐蚀。dn300螺旋管国标3、受压容器的强度检验:受压容器,除进行密封性试验外,还要进行强度试验。常见有水压试验和气压试验两种。它们都能检验在压力下工作的容器和管道的焊缝致密性。气压试验比水压试验更为灵敏和速,同时试验后的产品不用排水处理,对于排水困难的产品尤为适用。但试验的危险性比水压试验大。进行试验时,遵守相应的安全技术措施,以防试验中发生事故。磁粉MT和漏磁探伤:磁力探伤,适用于铁磁性材料的表面和近表面缺陷的检测。原材料即带钢卷,焊丝,焊剂。在投入前都要经过严格的理化检验。国标GB/T9711,生产后根根打水压,探伤X射线检测。dn300螺旋管国标部标ST/T5037,抽取20%打水压磁粉MT和漏磁探伤:磁力探伤,适用于铁磁性材料的表面和近表面缺陷的检测。涡流探伤ET:主要对点状缺陷,:GB/T7735-2004级别:B级。

(4)大型型钢、钢轨、辱钢板、大口径钢管、锻件等可以露天堆放。牌用小口径螺旋管一般用529的就可以既节省成本支撑牢固。螺旋钢管的 点:螺旋钢管生产工艺简单,生产,成本低,发展较快。螺旋焊管的强度一般比直缝焊管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管。螺旋钢管是以带钢卷板为原材料,经常温成型,以自动双丝双面埋弧焊工艺焊接而成的螺旋缝钢管。按焊缝形状可分为直缝焊管和螺旋焊管。电焊钢管用于石油钻采和机械 制造业等。炉焊管可用作水煤气管等,大口径直缝焊管用于高压油气输送等;螺旋焊管用于油气输送、管桩、桥墩等。焊接钢管比无缝钢管成本低、生产。螺旋缝埋弧焊钢管是指采用埋弧焊工艺,焊制而成的带有螺旋缝的碳钢或者其它金属管。一般应用于:焊接成管道进行流体输送、金属结构 、桩基等。1.为SY5037-20182.SY5037-2018是,规定了螺旋钢管的技术要求、试验、检验规则、标志、包装、运输和证明等内容。该的制定是为了螺旋钢管的和安全性,使其能够工程建设和使用的需求。3.SY5037-2018的制定是基于对螺旋钢管的研究和实践的总结,通过规范化的要求和,可以确保螺旋钢管在使用中的和性能可靠。同时,了解和遵守相关的,对于螺旋钢管的选购、使用和都具有重要的指导意义。螺旋钢管在出厂之前应做机械性能试验和压扁试验以及扩口试验,并要达到规定的要求。直缝钢管的检测如下:疏浚钢管采用埋弧焊的技术,也叫埋弧焊螺旋钢管。主要作用 是主要用于清理输送泥沙,泥浆以及其它混合杂物的钢制管道。带钢对焊焊缝及与螺旋焊缝相交的丁型接头的所在管,全部经过X射线电视或拍片检查。螺旋管的实际厚度在12以上。