对于箱型柱钢结构来说,这两种检验方法: 要求焊缝外观平整光洁,表面无裂痕,未焊透,未熔合、夹渣、飞溅等缺陷。 对于构件的焊接接接头采用射线探伤和磁粉探伤,确认焊缝的宽度足够(即熔合良好)。
箱型截面尺寸大板厚,组装和焊接都有一定的困难,低于零度以下的焊接前预热时间长,箱型隔板(较厚的)焊接量大,电焊工需要爬在里面焊接,箱型主缝焊接过程中得做保温处理,焊接量大,为了控制焊接变形每焊完1~2道,箱型需翻身焊接另一面。
箱型柱拼装工艺方法: 1.以上盖板作为拼装基准,在其拼装面上按施工图要求分别放出隔板及侧腹板装配线,并用样冲标志。 2.先拼装上盖板与隔板,拼装在胎模上进行,装配好后,须施焊完毕方可进行下道工序。 3.腹板装配前须检查腹板的平直度,装配时采用一个方向装配,先定位中部加劲板,后定位腹板。 4.箱体结构整体拼装在U型结构全部完成后进行,先将U型结构腹板边缘矫正好,使其不平度〈L/1000 ,然后在下盖板上放出腹板装配定位线,翻转与U型结构拼装,采用一个方向装配,定位点焊采用对称施焊法。 5.隔板后一面焊接采用电渣压力焊接,采用设备电渣压力焊焊接。
箱形柱是由四块钢板焊接而成,制作工艺与焊接H型钢大体相同,其工艺过程见流程图。箱形柱下料采用数控火焰切割机进行柱板切割,开坡口方法为碳弧气刨切割K型坡口,下料完成后进行调直校正,为柱身板拼装准确,需制备拼装胎膜,拼装顺序为: 以上盖板为基准,然后放出横隔板与侧腹板的装配线,进行U型组立,后拼装下盖拼装完成后进行焊接,柱身主体焊接采用埋弧自动焊,加劲板焊接采用电焊机手工焊接,后一面隔板焊接电渣压力焊接的方法进行,焊接设置引弧板。箱形柱焊接完成后进行调直矫正,后用端头铣床进行端头切割。箱形柱涂装严格按标准除锈、刷油,箱形柱制作完成后由专职质检人员进行检验、编号。
钢结构(箱型柱)制作施工工艺 适用范围:适用于建筑钢结构的加工制作工序,包括工艺流程的选择、放样、号料、切割、矫正、成型、边缘加工、管球加工、制孔、摩擦面加工、端部加工、构件的组装、圆管构件加工和钢构件预拼装。钢结构(箱型柱)使用的钢材、焊接材料、涂装材料和紧固件等应具有质量证书,符合设计要求和现行标准的规定。
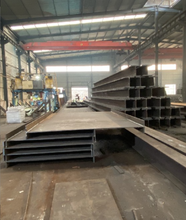
箱型柱在钢结构建筑工程当中,经常会使用到它和h型钢一样,在钢结构上通常被当作钢结构梁或者钢结构柱子使用。成型柱的形状好似一个大铁箱子,所以起名“箱型柱”。