与普通热处理相比,激光淬火技术具有以下特点。
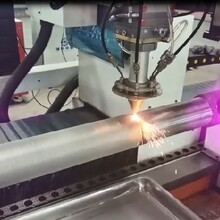
1、加热速度极快,工件热变形极小。由于激光功率密度高,加热速率可达1010℃/s,热影响区小,工件热变形小。
2、冷却速度非常快。在工件有足够质量的前提下,冷却速率可达1023℃/s;不需要冷却介质,通过从表面向内部的热传导进行自冷淬火。
3、工件经激光淬火后,表面获得细小的马氏体组织,具有较高的表面硬度(比普通淬火硬度值高15%~20%)和较高的疲劳强度(表面有残余压应力以上) 4000MPa)。
4、由于激光束的扫描(加热)面积很小,可以加工形状复杂的工件(如小凹槽、盲孔、小孔、薄壁件等)或局部加工加工非常,还可以根据需要对同一零件的不同部位进行不同的处理。
5、不需要加热介质,不会排放气体污染环境,有利于保护环境。
6、节能,且工件表面洁净,处理后无需打磨,可作为工件精加工的后一道工序。
激光表面淬火的大缺点是激光发生器价格昂贵。
由于激光表面淬火的上述优点,虽然研制时间短,但进展快,已成功应用于一些机械产品的生产,如变速箱齿轮、发动机缸套、轴承套圈和导轨等。铁轨等等。
淬火油通常可以用于以下零部件及材质:
1、 模具:生产曲轴、连杆、转向节等传动部件需要使用模具,这些模具的尺寸较大,而且不容易淬透,如果冷速过快,工件容易裂开。因此,建议使用快速、超速淬火油。
2、 齿轮:这类产品通常需要经过渗碳热处理,以提高齿轮的耐磨性和抗疲劳性能。对于中小型齿轮,还需要考虑变形性和的要求,因此通常会使用淬火油作为冷却介质。
3、板簧:这类零件的厚度变化较大,容易产生裂纹,同时也不容易淬硬,因此需要采用快速淬火油。
4:标准件:这种产品,其尺寸和形状都按照特定的标准进行制造和生产,通常具有统一的规格和质量要求。
这种产品材质多样,且大多数小件零件采用多用连续炉生产,淬火油进行冷却。此外,轴承钢、高速钢和不锈钢等材料制造的小件产品,同样也采用多用炉生产,并使用多用炉淬火油作为冷却介质。
淬火油的一般使用温度为60~80摄氏度,并配有冷却和搅拌装置,以油品不易老化。在淬火油的使用过程中,严格遵守热处理工艺要求,以防止外来污染。同时,还需要监测油品的状态,并及时采取调整措施,这是淬火油良好使用的重要手段。
国盛激光成立9年来一直专注研发技术和生产。公司建有西安航天研发设计中心、渭南生产基地。国盛激光是一家从事自动化激光熔覆设备、高速激光熔覆设备、激光淬火设备、激光焊接设备、3D打印设备的研发、制造、销售于一体的高科技企业。为客户提供结构功能一体化激光增材制造技术的全套解决方案。国盛激光始终重视创新和研发,工程师团队涵盖激光熔覆设备等项目研发、设计、开发、检测、分析、售前售后服务等。凭借庞大的技术资源,雄厚的研发力量,的生产技术,快速的交付周期,灵活的技术服务,为客户提供高性价比的产品与服务。
利用激光淬火技术可以使低档材料实现表面改性,实现低成本零件制造与工作表面的佳结合,解决整体强化与其他表面强化之间的矛盾难以克服的方法。对重要零部件材料和性能的选择、匹配、设计和制造产生了重要的有益影响,也创造了可观的经济效益和社会效益。可以毫不夸张地说,激光热处理几乎可以解决金属表面热处理的所有问题,但其工艺需要不断探索、讨论和检验。