世通仪器检测在全国有多个实验室(广东,江苏,陕西,河南,重庆,四川,福建等等)均可上门检测,校准证书带标,出证书快,证书可加急,报价流程:发公司名称和仪器清单或者仪器图片量程-收到清单开始报价-价格合适预排时间上门检测-检测好1-5天出证书-寄回证书-转款。欢迎来电咨询:陈工
真圆度(简称圆度)是以其实际轮廓相对于理想圆的径向偏移量来表示,亦即相对于同一圆心之大半径与小半径的差值来表示。 [真圆度(简称圆度)是指圆柱或者圆锥任意正截面的圆周位于半径差为给定形状公差里的两同心圆之间。
真圆度属于形状公差。圆度误差是指实际圆形轮廓或圆柱体轴截面(即正截面)上的实际轮廓,对其理想圆的变动量。对于圆度误差的定义,就其实质而言是实际轮廓对选定基准圆的圆心的大半径差,即:
真圆度测量方法
圆度测量方法有回转法轴、三点法、两点法、投影法和坐标法等方法。
(1)回转轴法
图1 回转轴圆度测量方法
图1 回转轴圆度测量方法
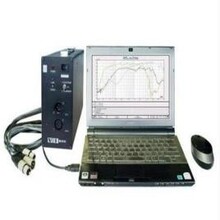
利用精密轴系中的轴回转一周所形成的圆轨迹(理想圆)与被测圆比较,两圆半径上的差值由电学式长度传感器转换为电信号,经电路处理和电子计算机汁算后由 显示仪表指示出圆度误差,或由记录器记录出被测圆轮廓形,见图1。同转轴法有传感器回转和工作台回转两种形式,前者适用于圆度测量,后者常用于测量小型工件。按回转轴法设记的圆度测工具称为圆度仪。 [4]
(2)三点法
图2 三点法测量
图2 三点法测量
常将被测工件置于V形块中进行测量(图2)。 测量时,使被测工件在V形块中回转一周,从测微仪读出大示值和小示值,两示值差之半即为被测工件外圆的圆度误差。此法适用于测量具有奇数棱边形状误差的外圆或内圆,常用两角为90°、120°或72''、108°的两块V形块分别测量。 [4]
(3)两点法
常用千分尺、比较仪等测量,以被测圆某一截面上各直径间大差值之半作为此截面的圆度误差。 此法适用于测量具有偶数棱边形状误差的外圆或内圆。 [4]
(4)投影法
图3
图3
常在投影仪上测量,将被测圆的轮廓影像与绘制在投影屏上的两极限同心圆比较,从而得到被测件的圆度误差(图3)。此法适用于测量具有刃口形边缘的小型工件。 [4]
(5)坐标法
一般在带有有电子计算机的三坐标测量机上测量。按预先选择的直角坐标系统测出被测圆上若干点的坐标值,通过电子计算机按所选择的圆度误差评定方法计算出圆度误差。
图4 坐标法
图4 坐标法
圆度误差的评定有4种主要方法(图4)①区域法:以包容被测圆轮廓的半径后为小的两同心恻的半径差作为圆度误差。②小二乘圆法:以被测圆轮廓上枉相应各点至圆周距离的平方和为小的圆的圆心为圆心,所作包容被测圆轮廓的两同心圆的半径差即为圆度误差。③小外接圆法:只适用于外圆,以包容被测圆轮廓且半径为小的外接圆圆心为圆心,所作包容被测圆轮廓的两同心圆半径差即为圆度误差。④大内接圆法:只适用于内圆,以内接于被测圆轮廓且半径为大的内接圆圆心为恻,所作包容被测圆轮廓两同心圆的半径差即为圆度误差。 [4]
圆度圆柱度测量仪
图5
图5
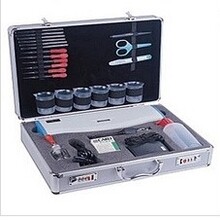
下面具体以英国泰勒·霍普森公司开发的TR365圆度圆件度测量仪(图5)为例进行说明,该仪器由测头、立柱、横臂、转台、多种量程的传感器等组成。具有自动跟踪功能的自动调心凋平,采样点数可达200000个,高分辨率达1.2 nm,径向自动寻产找拐点以及部分圆弧测量,实现对圆度、圆心度、偏心、平断度、垂商度、同轴度、单跳、圆柱度、全跳、斜率、谐波分析等基本元素测量。其配配置的UItra软件具有对应的全面测量分析能。 [4]
世通仪器检测在全国有多个实验室(广东,江苏,陕西,河南,重庆,四川,福建等等)均可上门检测,校准证书带标,出证书快,证书可加急,报价流程:发公司名称和仪器清单或者仪器图片量程-收到清单开始报价-价格合适预排时间上门检测-检测好1-5天出证书-寄回证书-转款。欢迎来电咨询:陈工螺纹样板,带有确定的螺距及牙形,且满足一定的准确度要求,用作螺纹标准对类同的螺纹进行测量的标准件。1 螺纹样板的表面不应有影响使用性能的缺陷。
2 螺纹样板与保护板的联结应能方便地更换样板,应能使样板平滑地绕螺钉或铆钉轴转动,不应有卡滞或松动现象。
3 成套螺纹样板应按螺距尺寸系列由小到大的顺序排列。
4 螺纹样板应采用45 号冷轧带钢或碳素钢制造。
5 螺纹样板测量面的硬度应不低于230HV。
6 螺纹样板测量面的表面粗糙度Ra 值为1.6μm。
注意事项编辑 语音
1、测量螺纹螺距时,将螺纹样板组中齿形钢片作为样板,卡在被测螺纹工件上,如果不密合,就另换一片,直到密合为止,这时该螺纹样板上标记的尺寸即为被测螺纹工件的螺距。但是,须注意把螺纹样板卡在螺纹牙廓上时,应尽可能利用螺纹工作部分长度,使测量结果较为正确。
2、测量牙形角时,把螺距与被测螺纹工件相同的螺纹样板放在被测螺纹上面,然后检查它俩的接触情况。如果没有间隙透光,被测螺纹的牙形角是正确的。如果有不均匀间隙透光现象,那就说明被测螺纹的牙形不准确。但是,这种测量方法是很粗略的,只能判断牙形角误差的大概情况,不能确定牙形角误差的数值。在中国,M306041型是应用为普遍的焊接检验尺。其主要由主尺、滑尺、斜形尺三个零件组成,是用来测量焊接件坡口角度和焊缝宽度、高度,焊接间隙的一种量具。适用于焊接质量要求较高的产品和部件,如锅炉、压力容器等。本产品采用不锈钢材料制造,结构合理、外型美观、使用便利、适用性广,是焊工的测量工具。该卡尺被列入机械工业电器局企业标准:JB/DQ9004——87工业锅炉质量分等标准
焊接检验内容包括从图纸设计到产品制出整个生产过程中所使用的材料、工具、设备、工艺过程和成品质量的检验,分为三个阶段:焊前检验、焊接过程中的检验、焊后成品的检验。检验方法根据对产品是否造成损伤可分为破坏性检验和无损探伤两类。 [1]
应用领域编辑 语音
1)焊前检验
焊前检验包括原材料(如母材、垫板等)的检验、焊接结构设计的检查等。
2)焊接过程中的检验
包括焊缝尺寸的检查、夹具情况和结构装配质量的检查等。
3)焊后成品的检验
焊后成品检验的方法很多,常用的有以下几种:
(1)外观检验
焊接接头的外观检验是一种手续简便而又应用广泛的检验方法,是成品检验的一个重要内容,主要是发现焊缝表面的缺陷和尺寸上的偏差。一般通过肉眼观察,借助标准样板、量规和放大镜等工具进行检验。若焊缝表面出现缺陷,焊缝内部便有存在缺陷的可能。
(2)致密性检验
贮存液体或气体的焊接容器,其焊缝的不致密缺陷,如贯穿性的裂纹、气孔、夹渣、未焊透和疏松组织等,可用致密性试验来发现。致密性检验方法有:煤油试验、载水试验、水冲试验等。
(3)受压容器的强度检验
受压容器,除进行密封性试验外,还要进行强度试验。常见有水压试验和气压试验两种。它们都能检验在压力下工作的容器和管道的焊缝致密性。气压试验比水压试验更为灵敏和迅速,同时试验后的产品不用排水处理,对于排水困难的产品尤为适用。但试验的危险性比水压试验大。进行试验时,遵守相应的安全技术措施,以防试验过程中发生事故。
(4)物理方法的检验
物理的检验方法是利用一些物理现象进行测定或检验的方法。材料或工件内部缺陷情况的检查,一般都是采用无损探伤的方法。无损探伤有超声波探伤、射线探伤、渗透探伤、磁力探伤等。
世通仪器检测在全国有多个实验室(广东,江苏,陕西,河南,重庆,四川,福建等等)均可上门检测,校准证书带标,出证书快,证书可加急,报价流程:发公司名称和仪器清单或者仪器图片量程-收到清单开始报价-价格合适预排时间上门检测-检测好1-5天出证书-寄回证书-转款。欢迎来电咨询:陈工《汽车侧滑检验台》(JT/T 507-2021)是2021年5月1日实施的一项人民共和国交通运输行业标准,归口于全国汽车维修标准化技术。 [2]
行业标准《汽车侧滑检验台》(JT/T 507-2021)规定了汽车侧滑检验台的分类与型号、技术要求、试验方法、检验规则,以及标志、包装、运输和储存等要求。该标准适用于双滑板联动式汽车侧滑检验台的设计、生产、检验和使用,其他形式的汽车侧滑检验台可参照使用。 [4]
修订背景
汽车侧滑检验台是用于机动车年检和年审的重要设备。操纵稳定性是确保机动车安全行驶的重要条件,为保障汽车运行安全,中国主管部门依据《机动车安全运行技术条件》(GB 7258-2017)和《机动车安全技术检验项目和方法》(GB 38900-2020)对汽车转向轮横向侧滑量提出了具体要求,并实行强制性检测,凡达不到规定要求的车辆不允许上路行驶。汽车侧滑检验台已成为机动车检验检测机构的设备,并在汽车维修行业广泛应用。 [5]
《汽车侧滑检验台》(JT/T 507-2004)在产品设计、生产和使用等方面起到了重要的指导作用,随着汽车产业技术的快速发展和现代物流主导车型的变化,采用双转向桥的货运车辆呈增长趋势。与此同时,《机动车安全技术检验项目和方法》(GB 38900-2020)对汽车转向轮横向侧滑量提出了新的要求,已有标准已不适应机动车相关标准法规、汽车检测设备制造行业和机动车检验检测行业的需求,在技术内容上作出相应的补充与修改是必要的。 [5]
编制进程
标准计划
2018年6月19日,行业标准计划《汽车侧滑检验台》(20161254-T-608)下达,项目周期24个月,由全国汽车维修标准化技术提出并归口上报及执行。 [1] [3-4]
发布实施
2021年2月18日,行业标准《汽车侧滑检验台》(JT/T 507-2021)由人民共和国交通运输部发布。 [4]
2021年8月1日,行业标准《汽车侧滑检验台》(JT/T 507-2021)实施。 [4]
修订依据
行业标准《汽车侧滑检验台》(JT/T 507-2021)依据中国行业标准《标准化工作导则—第1部分:标准的结构和编写》(GB/T 1.1-2009)规则起草。 [4]
修订情况
行业标准《汽车侧滑检验台》(JT/T 507-2021)代替厂《汽车侧滑检验台》(JT/T 507-2004),与《汽车侧滑检验台》(JT/T 507-2004)相比,除编辑性修改外,主要技术变化如下:
修改了标准的适用范围;
修改了“汽车侧滑检验台”“侧滑量”的定义;
增加了“单转向轴汽车侧滑检验台”“双转向轴汽车侧滑检验台”“回位结构双转向轴汽车侧滑检验台”“非回位结构双转向轴汽车侧滑检验台”“额定承载质量”和“纵向有效测量长度”的术语和定义;
修改了“分类与型号”;
增加了“环境适应性”的要求;
删除了“表1滑板纵向有效测量长度、滑板向内及向外滑动量和仪表显示值”的要求;
增加了“计量单位及显示分辨力”的要求;
增加了“功能要求”的要求;
增加了“动态示值误差”的要求;
删除了“报警点误差”的要求;
修改了“零位误差”的要求;
增加了双转向轴侧滑台滑板“回位时间”的要求;
修改了“滑板移动所需作用力”的要求;
增加了“滑板尺寸、表面处理及挠度”的要求;
增加了“滑板基面与框架上平面间高度差”的要求;
增加了“数据采集频率”的要求;
删除了有关“框架”的要求;
增加了“接地保护”的要求;
删除了“接地电阻”的要求;
增加了“试验条件”的要求;
增加了“测量量程”“计量单位及显示分辨力”“功能要求”的试验方法;
修改了“静态示值误差”的试验方法;
增加了“动态示值误差”的试验方法;
增加了“双转向轴侧滑台零位误差”“回位时间”“滑板尺寸、表面处理及挠度”“导轨和滚动元件硬度”“滑板纵向位移量”“滑板基面与框架上平面的高度差”和“接地保护”等试验方法;
修改了“型式检验”和“出厂检验”的要求。 [4]