
S355为欧标低合金度板
法兰面b.法兰夹即勾码c.角码d.密封胶和密封胶条共板式无法兰连接的技术要求:a.风管两端的四个法兰面剪角尺寸准确,否则加工完后法兰的四个面不平整,会造成风管扭曲,不规则等。使用与风管法兰面相应配套的共板法兰手动折边机或板料液压折弯机配上下模进行风管与法兰连接面的折边加工,否则会影响法兰面的加工质量,如法兰面损坏,扭曲不平等。两段风管法兰面粘贴好密封胶后再进行连接各坚固四个角码上的螺栓。
钢牌号须由以下几部分构成:
—本标准号(EN10025-2);
—钢名或钢号:钢名由以下几部分构成:
—符号字母S(结构钢)或者E(工程钢);
—有关厚度≤16mm的以MPa为单位时,其屈服强度的描述;
—可行时,标记冲击功的质量组成名称;
—可行时,标记用于特殊用途的字母;
—如产品按“+N或+AR”状态交货时,则须标记“+N或+AR”。
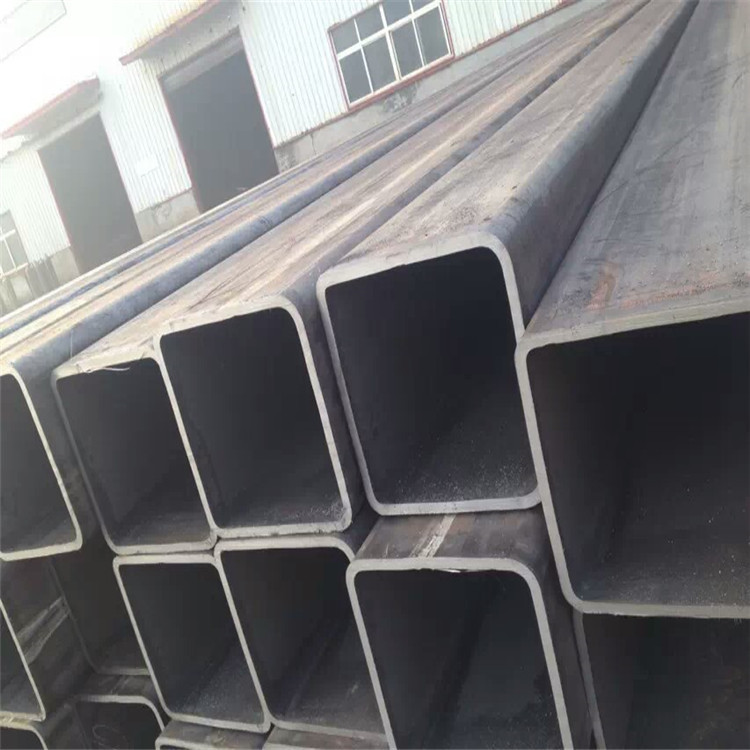
螺旋矩形管在生产时。错边时有发生。其影响因素很多。在生产实践中。往往由干错边超差而使矩形管降级。因此分析螺旋矩形管错边产生的原因及其预防措施是很有必要的。一、钢带的镰刀弯是造成矩形管错边的主要因素。在螺旋矩形管成型中。钢带的镰刀弯会不断地改变成型角。导致焊缝间隙变化。从而产生开缝。错边甚至搭边。严重影响了矩形管的质量。故观测钢带卷开卷后的镰刀弯情况。通过控制立辊使圆盘剪能切除部分镰刀弯以及成型角的连续控制和纠偏是在生产过程中减少钢带镰刀弯产生错边的有效办法。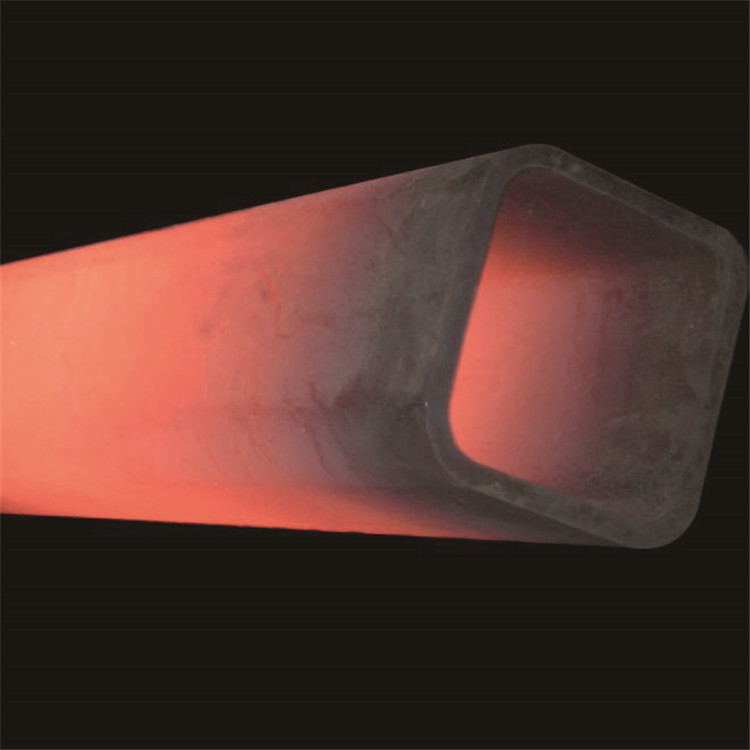
本品无腐蚀,不燃、不爆、便于使用,运输和储存。#(号)钢和4Cr钢调质的热工艺调质是淬火加高温回火的双重热,其目的是使工件具有良好的综合机械性能。调质钢有碳素调质钢和合金调质钢二大类,不管是碳钢还是合金钢,其含碳量控制比较严格。如果含碳量过高,调质后工件的强度虽高,但韧性不够,如含碳量过低,韧性提高而强度不足。为使调质件得到好的综合性能,一般含碳量控制在.3~.5%。调质淬火时,要求工件整个截面淬透,使工件得到以细针状淬火马氏体为主的显微组织。
















