包装出现皱纹的现象,在收缩包装中经常会出现,没有一个的解决方式。通常会考虑到以下这些问题:
1、收缩温度不够。
处理方法:调高温度(上部皱的多,就调高上加热温度,反之就调下加热温度);如果温度够高,尝试调慢输送带的速度,让产品在收缩隧道的时间长一点,会改善收缩效果。
2、经过上述处理方法仍然不能解决问题的话,会不会是收缩膜的质量不好?如果收缩比例较小,韧性不够的话,就只有换好的收缩膜了。
3、如果经过上述处理问题还存在的话,就是机器老化,或者使用的机器属于不合格产品,热烘道温度不均匀、热风流速太小。更换成质量好的热收缩包装机。
安装膜料时,请将电源处于断开状态,这样有操作起来比较安全。
A、将膜料置于机器上方的两只滚轮上,注意膜料的开口部分朝向机器的里边,即左边,并使其处于中心位置,为防止膜料左右移动,应调节膜料两端的护杆,使其刚好贴在膜料的两端面,护杆的角度要适当。
b.把打孔装置的控制杆把手(机器右上边)向下拉90度。
C、将膜料依图一所示的箭头方向徐徐拉下,通过各滚轮。
D、通过滚轮之后,将膜料拉出约一公尺,然后从皮带输送器部分穿过三角形展开器进行穿膜工作。
E、将膜料朝三角形展开器的前方拉开。
F、将膜料反折朝向输送皮带。
G、先将膜料穿过上三角形展开器,然后将膜料穿过下三角形展开器。
H、上下膜料一起穿出后,拉出少许,然后将膜料的开口部分牵引至拉废料链条(皮带)的进口处。
I、当膜料顺利通过各滚轮及上、下三角板之后,将打孔控制杆回归原位。(否则机器无法工作,即薄膜不能送出。)
接通电源,并打开电源开关,根据膜料的材质及厚度,调节纵、横温控仪至合适的温度,一般设定在200℃左右为宜。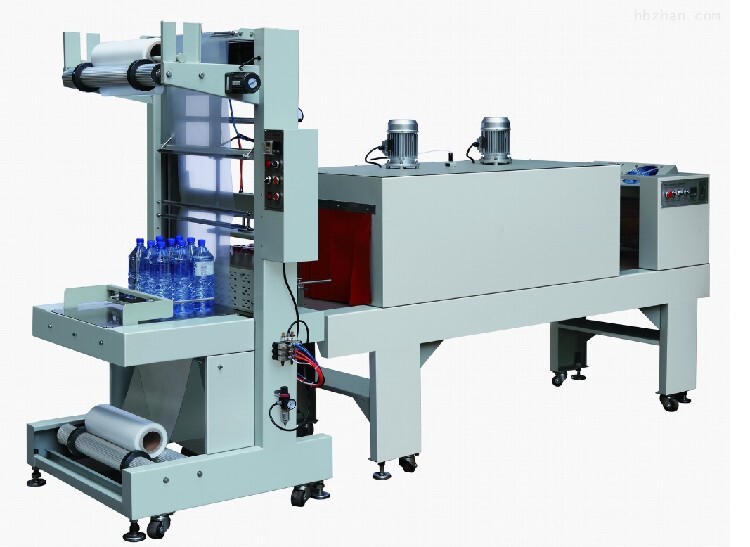
热收缩包装机的温度和速度有效的配合能够提高包装效率,一般情况下热收缩包装机的速度越高,为了减少产品在收缩炉内的时间,避免热收缩膜长时间受热变形,或者加热过多收缩膜容易出现破洞的现象,所以温度越高也就间接的要求热收缩包装机的输送速度越快,进而热收缩包装机的收缩速度越快。热收缩包装机的包装速度也和热收缩膜的厚薄,收缩率有关系,收缩膜越后就就要求热热收缩包装机的温度越高,或者输送速度越慢。收缩率与热收缩膜的质量,经过加热和降温的过程使热收缩膜在原有的面积比例上缩小。












