输送机种类:大倾角输送机、波形挡边输送机、挡边隔板输送机、移动输送机、移动式输送机、水平移动式输送机和大倾角胶带输送机。输送机是彩瓦机械的配套设备,应用广泛。不锈钢网带输送机
1.本机型机架可采用不锈钢制作,铝型材制作。链板可根据需要选用相应材质和宽度的链板。参照输送产品-平板链来选型。
2.选用不同形式的平板链,可实现平面输送、平面转弯、提升下降等各种功能。
3.电机可根据需要设置在机架下面或机架上面。
4.速度调节可选择变频调速或选用无级变速减速电机。
5.输送机可设置侧面挡板,两侧安装控制工位单元,实输送过程的自动化功能。
6.用户在询价时请提供详细输送物料名称、尺寸和要求机器的材质、尺寸、速度、输送量要求等。
刮板输送机主要优点:
1、结构坚实。能经受住煤炭、矸石或其他物料的冲、撞、砸、压等外力作用。
2、能适应采煤工作面底板不平、弯曲推移的需要,可以承受垂直或水平方向的弯曲。
3、机身矮,便于安装。
4、能兼作采煤机运行的轨道。
5、可反向运行,便于处理底链事故。
6、能作液压支架前段的支点。
输送机挡板的2种穿孔工艺
(1)爆破穿孔:(Blast drilling),材料经连续激光的照射后在中心形成一凹坑,然后由与激光束同轴的氧流很快将熔融材料去除形成一孔。一般孔的大小与板厚有关,爆破穿孔平均直径为板厚的一半,因此对较厚的板爆破穿孔孔径较大,且不圆,不宜在要求较高的零件上使用(如石油筛缝管),只能用于废料上。此外由于穿孔所用的氧气压力与切割时相同,飞溅较大。
(2)脉冲穿孔:(Pulse drilling)采用高峰值功率的脉冲激光使少量材料熔化或汽化,常用空气或氮气作为辅助气体,以减少因放热氧化使孔扩展,气体压力较切割时的氧气压力小。每个脉冲激光只产生小的微粒喷射,逐步深入,因此厚板穿孔时间需要几秒钟。
一旦穿孔完成,立即将辅助气体换成氧气进行切割。这样穿孔直径较小,其穿孔质量优于爆破穿孔。为此所使用的激光器不但应具有较高的输出功率;更重要的时光束的时间和空间特性,因此一般横流CO2激光器不能适应激光切割的要求。此外脉冲穿孔还须要有较可靠的气路控制系统,以实现气体种类、气体压力的切换及穿孔时间的控制。
引弧时需注意如下事项:
1)引弧处应无油污、水锈,以免产生气孔和夹渣。
2)焊条在与焊件接触后提升速度要适当,太快难以引弧,太慢焊条和焊件粘在一起造成短路。
(2)运条
运条是焊接过程中重要的环节,它直接影响焊缝的外表成形和内在质量。电弧引燃后,一般情况下焊条有三个基本运动:朝熔池方向逐渐送进、沿焊接方向逐渐移动、横向摆动。
焊条朝熔池方向逐渐送进---既是为了向熔池添加金属,也为了在焊条熔化后继续保持一定的电弧长度,因此焊条送进的速度应与焊条熔化的速度相同。否则,会发生断弧或粘在焊件上。
焊条沿焊接方向移动---随着焊条的不断熔化,逐渐形成一条焊道。若焊条移动速度太慢,则焊道会过高、过宽、外形不整齐,焊接薄板时会发生烧穿现象;若焊条的移动速度太快,则焊条与焊件会熔化不均匀,焊道较窄,甚至发生未焊透现象。焊条移动时应与前进方向成70—80度的夹角,以使熔化金属和熔渣推向后方,否则熔渣流向电弧的前方,会造成夹渣等缺陷。
输送机调试步骤
(1) 各设备安装后精心调试输送机,满足图样要求。
(2) 各减速器,运动部件加注相应润滑油。
(3) 安装输送机达到要求后各单台设备进行手动工作试车,并结合起来调试输送机以满足动作的要求。
(4) 调试输送机的电气部分。包括对常规电气接线及动作的调试,使设备具备良好性能,达到设计的功能和状态。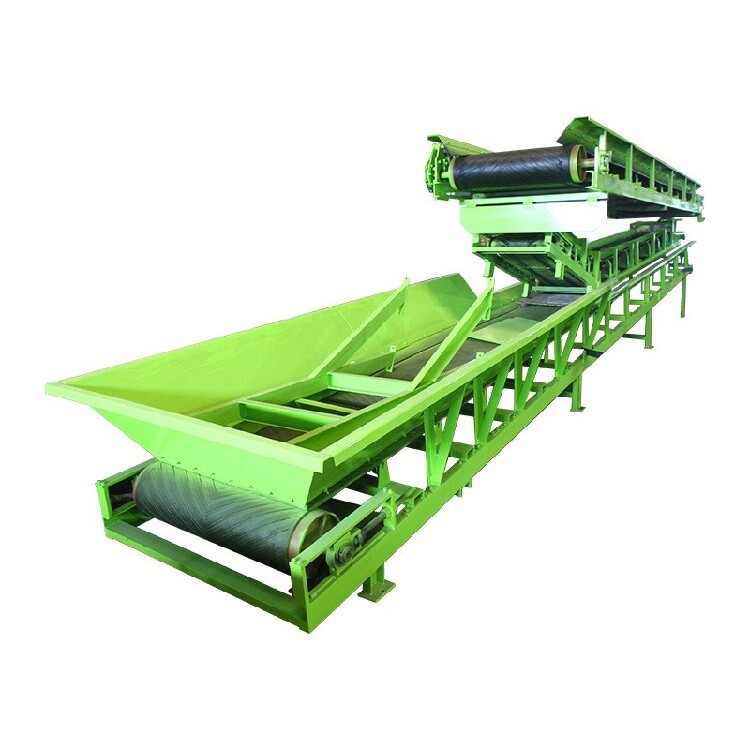
带式输送机运行时输送带跑偏是常见的故障之一。跑偏的原因有多种,其主要原因是安装精度低和日常的维护保养差。安装过程中,头尾滚筒、中间托辊之间尽量在同一中心线上,并且相互平行,以确保输送带不偏或少偏。 另外,带子接头要正确,两侧周长应相同。
在使用过程中,如果出现跑偏,则要作以下检查以确定原因,进行进行调整。输送带跑偏时常检查的部位和处理方法有:
(1)检查托辊横向中心线与带式输送机纵向中心线的不重合度。如果不重合度值超过3mm,则应利用托辊组两侧的长形安装孔对其进行调整。具体方法是输送带偏向哪一侧,托辊组的哪一侧向输送带前进的方向前移,或另外一侧后移。
(2)检查头、尾机架安装轴承座的两个平面的偏差值。若两平面的偏差大于1mm,则应对两平面调整在同一平面内。头部滚筒的调整方法是:若输送带向滚筒的右侧跑偏,则滚筒右侧的轴承座应当向前移动或左侧轴承座后移;若输送带向滚筒的左侧跑偏,则滚筒左侧的轴承座应当向前移动或右侧轴承座后移。尾部滚筒的调整方法与头部滚筒刚好相反。
(3)检查物料在输送带上的位置。物料在输送带横断面上不居中,将导致输送带跑偏。
如果物料偏到右侧,则皮带向左侧跑偏,反之亦然。在使用时应尽可能的让物料居中。为减少或避免此类输送带跑偏可增加挡料板,改变物料的方向和位置。








