全自动滚镀设备有更多的优点如:
1、更换被镀物时,不需要打扫料底,能随心所欲改变前期处理、电镀等时间,生产线仍然正常工作,不用停机、不用重新调试。
2、清洗、出光、钝化等不用容器装盛,而是用传送带输送滑入,避免了相互污染,滚桶始终不出镀液,倒料干净,减小了镀液带出量。
3、节能10%、节电30%、节时50%、节水90%,节省劳动力90%。
4、是同类产品价格的30%,占地面积小,大小滚镀厂均可使用,日产5—100吨。
5、特制滚桶,无需开关门,电流大时也无滚桶印。
6、入滚桶自动计量、自动上下料、自动甩干、自动干燥包装。
7、自动化程度高,无需人员看护,噪声低,运转平稳,。
8、锌阳极放置在滚桶中,电流不需通过孔眼传导,直接作用被镀物,因此节电效果十分明显。
9、有吸水装置,防止超量液体带出。
10、送料小车有液体箱,可长距离送料而不变质。方便,钝化时能调整液中、空中滞留时间。
在盛有电镀液的镀槽中,经过清理和特殊预处理的待镀件作为阴极,用镀覆金属制成阳极,两极分别与直流电源的负极和正极联接。电镀液由含有镀覆金属的化合物、导电的盐类、缓冲剂、pH调节剂和添加剂等的水溶液组成。通电后,电镀液中的金属离子,在电位差的作用下移动到阴极上形成镀层。阳极的金属形成金属离子进入电镀液,以保持被镀覆的金属离子的浓度[1]。在有些情况下,如镀铬,是采用铅、铅锑合金制成的不溶性阳极,它只起传递电子、导通电流的作用。电解液中的铬离子浓度,需依靠定期地向镀液中加入铬化合物来维持。电镀时,阳极材料的质量、电镀液的成分、温度、电流密度、通电时间、搅拌强度、析出的杂质、电源波形等都会影响镀层的质量,需要适时进行控制。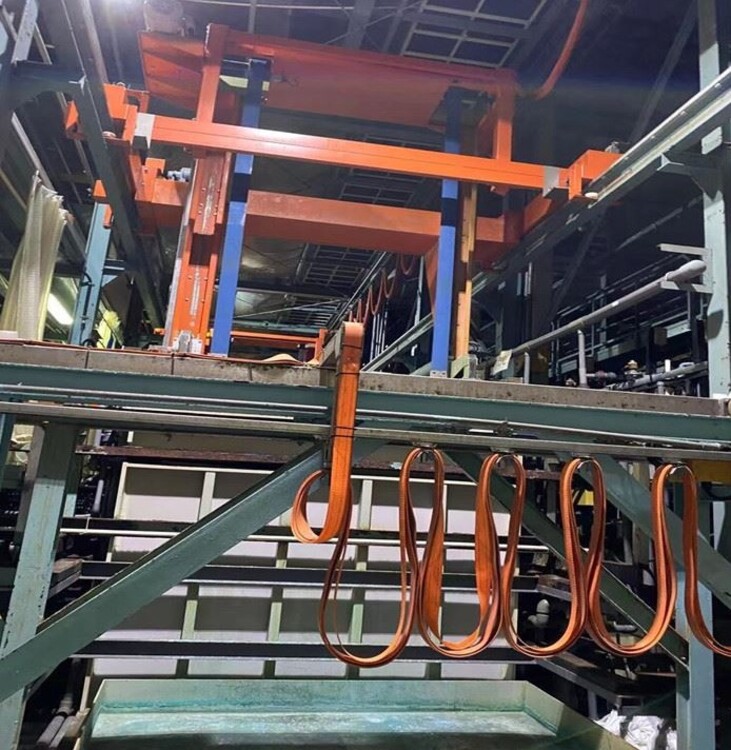
电镀设备生产线采用进口带刹车电机,故其行走平衡,刹车可靠,晃动性少,加上采用电脑控制,使其可任意变换工艺流程及程序,可随时变换电镀种类及电镀时间,满足不同的零件电镀不同的镀种,该生产线适合于形状大小不一,而又经常变换产品的电镀。












