高密度聚E防腐钢管根据主要规范聚与高密度聚为主,维卡软化点定为不小于110℃;外防腐层的厚度按以低、中密度聚为主的来确定,了E防腐层的抗冲击强度管端预留长度为10-12公分,聚层端面应形成不大于30度的倒角,端部外保留的环氧粉末涂层,防止防腐管端部防腐层剥离或,端部部分人工修理,按2~3次分段进行,以达到规定要求螺旋钢管生产工艺原材料即带钢卷,焊丝,焊剂,在投入前都要经过严格的理化检验,管端机械加工,使端面垂直度,坡口角和钝边准确控制

钢管防腐层制作结束后采用循环水浇涂的进行冷却固定成型,循环水浇涂室对防腐完的钢管进行防腐层表层的冷却时应逐段分次的进行石油天然气用三层聚(E)钢管防腐、二层聚(2PE)钢管防腐,:SY/T0413-2002和DIN30670热轧带钢机组轧制工艺具有一系列的优点,具有生产管线钢的冶金工艺能力,例如,在输架上装有水冷却以加速冷却,这就允许使用低合金成分来达到特殊的强度等级和低温韧性,从而改进钢材的可焊性
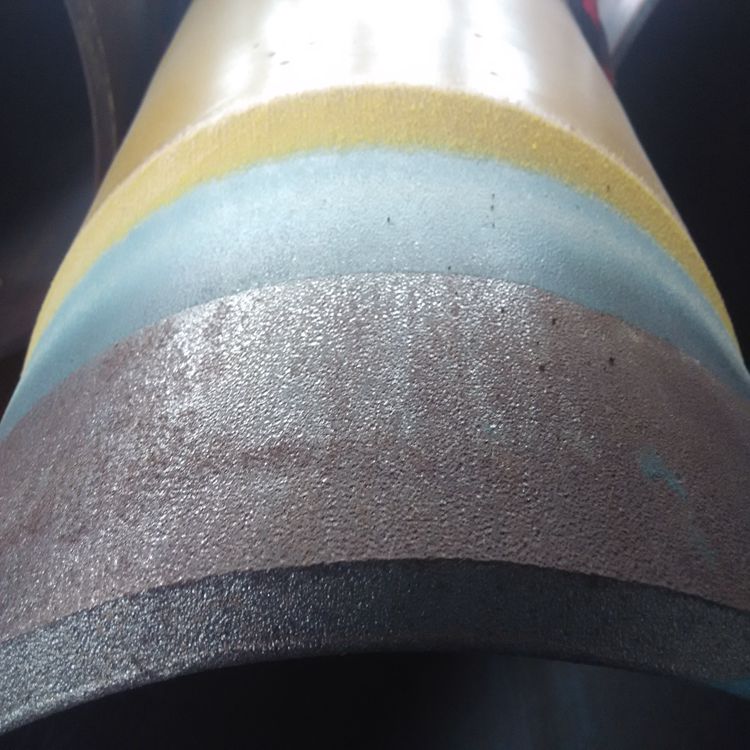
防腐百科:E防腐钢管中间层采用基共聚物胶粘剂,共聚物胶粘剂的极性部分与熔结环氧粉末涂层可以反应生成氢键,使中间层与底层形成良好的粘结;而非极性的部分与面层聚具有很好的亲合作用,所以中间层与面层也具有很好的粘结性能 卷板的合金含量(碳当量)往往低于相似等级的钢板,这也了螺旋焊管的可焊性,更需要说明的是,由于螺旋焊管的卷板轧制方向不是垂直钢管轴线方向(其夹解取决于钢管的螺旋角),而直缝钢管的钢板轧制方向垂直于钢管轴线方向,因而,螺旋焊管材料的抗裂性能优于直缝钢管 液压试验:钢管应逐渐进行液压试验,不得出现渗透
上一篇:审核中