密码找回
账号找回
删除信息
常见问题
松泽巴氏硬度计维修故障分析
松泽韦氏硬度计维修常见故障
松泽邵氏橡胶硬度计维修故障排除方法
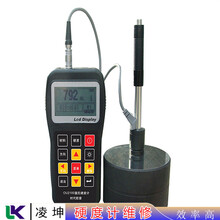
松泽里氏硬度计维修知识归纳
2年
微信在线
13961122002 3228134024
松泽里氏硬度测试仪维修指南
¥498
松泽笔式硬度计维修步骤详情
松泽手持式硬度计维修方法介绍
松泽数字式硬度计维修思路
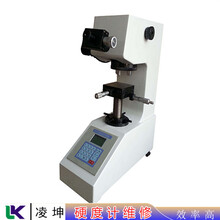
松泽显微硬度计维修偏远可邮寄
松泽布洛维氏硬度计维修周边可上门