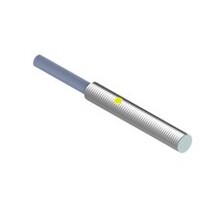
激光测厚仪一般是由两个激光位移传感器上下对射的方式组成的,上下的两个传感器分别测量被测体上表面的位置和下表面的位置,通过计算得到被测体的厚度。激光测厚仪的优点在于它采用的是非接触的测量,相对接触式测厚仪更,不会因为磨损而损失精度。相对超声波测厚仪精度更高。相对X射线测厚仪没有辐射污染。
两个激光位移传感器的激光对射,被测体放置在对射区域内,根据测量被测体上表面和下表面的距离,计算出被测体的厚度。
的基本组成是激光器、成像物镜、光电位敏接收器、信号处理机测量结果显示系统。激光束在被测物体表面上形成一个亮的光斑,成像物镜将该光斑成像到光敏接收器的光敏上,产生探测其敏感面上光斑位置的电信号。当被测物体移动时,其表面上光斑相对成像物镜的位置发生改变,相应地成像点在光敏器件上的位置也要发生变化
采用X射线管和高压电源。X射线管装在一个抽真空后注满油的全密封的油箱中绝缘和良好冷却,高压等级根据所造型号不同有所区别,加上传感器具有的温度自动保护与报警功能,提高了X射线管的稳定性和使用寿命。模块化设计、免维护设计方案及规范的制造了设备系统高可靠性。
本系统配备有冷却装置,该装置的关键部件,压缩机组均采用进口原装组件,具有可靠性高、噪音小、控温精度高,等特点。通过C型架上进出油口进行冷却。延长了关键部件的使用寿命。
X射线测厚仪通过计算目标厚度与实际厚度的偏差值(单位um)然后把这个偏差值转换为电压信号,把此电压信号传送给轧机AGC系统,通过AGC系统来调整轧制的板材厚度。
射线源的稳定是测厚仪稳定运行的基础。平时应多注意每个 KV 段的电压值和电流值 ,作好记录。发现异常的波动或变化应立即关机 ,先检查冷却水和电缆 ,如无异常 ,意味着射线源或驱动板可能有故障。