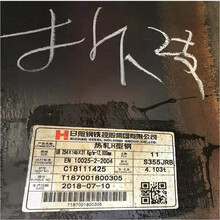
S355J2 HE340B英标H型钢规格齐库存足
H型钢生产方法
H型钢可用焊接或轧制两种方法生产。焊接H型钢是将厚度合适的带钢裁成合适的宽度,在连续式焊接机组上将翼缘和腹板焊接在一起。焊接H型钢有金属消耗大、不易产品性能均匀、尺寸规格受限制等缺点。因此,H型钢以轧制方法生产为主。在现代化的轧钢生产中,使用轧机轧制H型钢。H型钢的腹板在上下水平辊之间进行轧制,翼缘则在水平辊侧面和立辊之间同时轧制成形。由于仅用轧机尚不能对翼缘边端施以压下,这样就需要在机架后设置轧边端机,俗称轧边机,以便对翼缘边端给予压下并控制翼缘宽度。在实际轧制操作中,把这两座机架作为一组,使轧件往复通过若干次,或者是令轧件通过由几架机座和一两架轧边端机座组成的连轧机组,每道次施加一定的压下量,将坯料轧成所需规格形状和尺寸的产品。在轧件的翼缘部位,由于水平辊侧面与轧件之间有滑动,轧辊的磨损比较大。为了重车后的轧辊能恢复原来的形状,应使粗轧机组上下水平辊的侧面以及与其相对应的立辊表面呈3°~8°的倾角。为修正成品翼缘的倾角,设置成品轧机,又叫精轧机,其水平辊侧面与水平辊轴线垂直或有较小的倾斜角,一般不大于20′,立辊呈圆柱状。
用轧机轧制H型钢,轧件断面可得到较均匀的延伸,翼缘内外侧轧辊表面的速度差较小,可减轻产品的内应力及外形上的缺陷。适当改变轧机的水平辊和立辊的压下量,便能获得不同规格的H型钢。轧机的轧辊外形,形状简单,寿命长,轧辊的消耗可大为减少。轧机轧制H型钢的优点是: 同一尺寸系列只有腹板和翼缘的厚度尺寸是变化的,其余部位尺寸都是固定不变的。因此,同一孔型轧制的同一系列H型钢具有多种腹板和翼缘厚度尺寸规格,使H型钢规格数量大为增加,为使用者选择合适的尺寸规格带来的方便。
在无轧机的情况下,有时为了满足生产建设的急需,也可将普通二辊式轧机加装立辊框架,组成孔型轧制H型钢。用这种方式轧制H型钢,产品尺寸精度低,翼缘同腹板之间难成直角,成本高,规格少,轧制柱材用H型钢极为困难,故使用者不多。

英标H型钢 UC152x152x23 152.4x152.2x5.8x6.8 米重23KG 材质S355/S460
英标H型钢 UC152x152x30 157.6x152.9x6.5x9.4 米重30KG 材质S355/S460
英标H型钢 UC152x152x37 161.8x154.4x8x11.5 米重37KG 材质S355/S460
英标H型钢 UC203x203x46 203.2x203.6x7.2x11 米重46.1KG 材质S355/S460
英标H型钢 UC203x203x52 206.2x204.3x7.9x12.5 米重52KG 材质S355/S460
英标H型钢 UC203x203x60 209.6x205.8x9.4x14.2 米重60KG 材质S355/S460
英标H型钢 UC203x203x71 215.8x206.4x10x17.3 米重71KG 材质S355/S460
英标H型钢 UC203x203x86 222.2x209.4x12.7x20.5 米重86.1KG 材质S355/S460
英标H型钢 UC254x254x73 254.1x254.6x8.6x14.2 米重73.1KG 材质S355/S460
英标H型钢 UC254x254x89 260.3x256.3x10.3x17.3 米重88.9KG 材质S355/S460
英标H型钢 UC254x254x107 266.7x258.8x12.8x20.5 米重107.1KG 材质S355/S460
英标H型钢 UC254x254x132 276.3x261.3x15.3x25.3 米重132KG 材质S355/S460
UB型号的英标H型钢具有以下特点:
英标H型钢UB型号 H型钢相较于UC型号在制造工艺上更加简化,所需的材料和人力成本更低,因此价格相对更经济实惠。
英标H型钢UB型号 H型钢适用于更多的建筑和结构设计,特别适合在较小的跨度和荷载条件下使用,例如低层建筑和一些中小型工程。

H型钢属于经济裁面型材(其它还有冷弯薄壁型钢、压型钢板等),由于截面形状合理,它们能使钢材更高地发挥效能,提高承裁能力。不同于普通工字型的是H型钢的翼绣进行了加宽,且内、外表面通常是平行的,这样可便于用高强度螺桂和其他构件连接。其尺寸构成合理系列,型号,便于设计选用。H型钢的轧制不同于普通工字钢仅用一套水平轧辊,由于其翼绦较宽且无斜度(或斜度很小),故须增设一组立式轧辊同时进行辊轧。因此,其轧制工艺和设备都比普通轧机复杂。
我国国标《热轧H型钢尺寸、外形、重量及允许偏差》(GB111263一89)将H型钢分为窄翼缘、宽翼缘和钢桩三类,其代号分别为HZ、HK和HU。窄翼绦H型钢适用于梁或压弯构件,而宽翼缘H型钢和H型钢桩则适用于轴心受压构件或压弯构件。
S355J2欧标H型钢 HE340B消除措施:勤点检,检查轧辊螺丝、轴向螺丝是否牢固;成品压料时,应保持南北相等的压下量;横梁水平。面麻面是指在钢材表面上出现的大小分布不均匀的麻点而造成的缺陷。形成原因:成品槽缺水;轧槽磨损严重。消除措施:确保水管对正轧槽;发现有麻面是及时换槽。纹裂纹是指表面不同形状的破裂。形成原因:原料过热;钢坯表面质量差;变形不均匀;轧件温度低或冷却不当。消除措施:严格检查坯料,发现坯料存在裂纹或皮下气泡时,禁止装炉;严格执行加热制度,禁止出现坯料表面过热现象;严禁轧制温度过低的钢,同时注意冷却水均匀。面夹杂表面夹杂一般呈现点状、块状或条状机械粘结在钢筋表面上,具有一定深度,大小形状无规律。炼钢带来的夹杂物一般呈白色、灰色或灰白色;在轧制中产生的夹杂物一般呈红色或褐色,有时也呈白色,但深度一般很浅。产生原因:铸坯带来的表面非金属夹杂物。在加热轧制过程中偶然有非金属夹杂物(如加热炉耐火材料、炉底炉渣、燃料灰烬)粘在轧件表面。尺寸超差尺寸超差指钢筋各部位尺寸超过标准规定的偏差的范围。产生原因:孔型设计不合理;轧机调整不当;轴瓦、轧槽或导卫装置安装不当,磨损严重;加热温度不均造成局部尺寸超差;张力及活套存在拉钢。横肋尺寸超差横肋尺寸超差(横肋瘦)是指横肋高度及体积均小于标准要求的偏差值。产生原因:孔型设计不合理,成品前的红坯尺寸偏小。张力及活套存在拉钢。弯曲弯曲是指钢筋垂直方向或水平方向不平直现象。一般为波浪弯,有时也出现反复的水波浪或仅在端部出现弯曲。产生原因:成品孔导卫安装不良。轧制温度不均、孔型设计不当或轧机操作不当。冷床不平、动齿条不齐、成品冷却不均。热状态下成品吊运或堆放不整齐,造成吊弯、压弯等。