高压弯头是用于高压管道转弯处进行不同角度转弯的一种管件。在高压管道系统所使用的全部管件中,所占比例大,约为80%。一般高压弯头的壁厚比普通弯头要厚一些,或者材质的耐高压强度比普通的弯头的强度要高一些。有对焊和承插焊及丝扣连接三种方式。
高压弯头的材质通常采用的铸钢、碳钢、不锈钢或合金钢,能够使高压弯头在各种高压管道中承受高压并能承受管道中流体的腐蚀。
多节焊制弯头就是俗称的“虾米腰”,是一种特殊的焊接制工艺弯头。它将钢管按照梯形的剖面割成多个短接,然后将多个短接有序排列并逐一进行焊接而成。
多节焊制弯头的焊后处理:
如弯头的壁厚比较厚,焊后好对焊件立即进行消除应力热处理,特别是对于大厚度焊件、高刚性结构件以及严厉条件下(动载荷或冲击载荷)工作的焊件更应如此。消除应力的回火温度为600~650℃。对于薄壁弯头,焊后可不做应力热处理。另外,弯头在焊接后要进行除渣、酸洗等处理,去除焊接过程中产生的氧化物、杂质等,确保弯头的使用质量。
生产法兰、管件、弯头、三通、异型管件、法兰垫片和封头,欢迎登陆网站:对焊弯头在不正确的使用中能够产生腐蚀现象,对焊弯头发生腐蚀后,通常表现为对焊弯头的管壁变薄,出现局部的凹坑以及麻点。对焊弯头在腐蚀之后的检测方法:漏磁通法检测的基本原理是建立在铁磁材料的高磁导率这一基本特性之上的。
对焊弯头腐蚀缺陷处的磁导率远小于对焊弯头的磁导率,对焊弯头在外加磁场作用下被磁化,当对焊弯头中无缺陷时,磁力线绝大部分是通过钢管,此时磁力线分布均匀;当对焊弯头内部有缺陷时,磁力线发生弯曲,并且有一部分磁力线泄漏出钢管的表面。检测被磁化对焊弯头表面逸出的漏磁通,就能判断缺陷是否存在。超声波法超声波检测法是利用超声波的脉冲反射原理来测量管壁腐蚀后的厚度
随着科学技术不断发展,材料也不断创新,相继出现铸石、铸钢、合金、离心浇注复合陶瓷等材料。其中管道内衬氧化铝陶瓷以其高耐磨性、高硬度、耐氧化、耐腐蚀性好和的耐高低温强度性能,已成为一种应用广泛耐磨材料,占据了世界特种陶瓷市场份额(耐磨材料)的80%左右。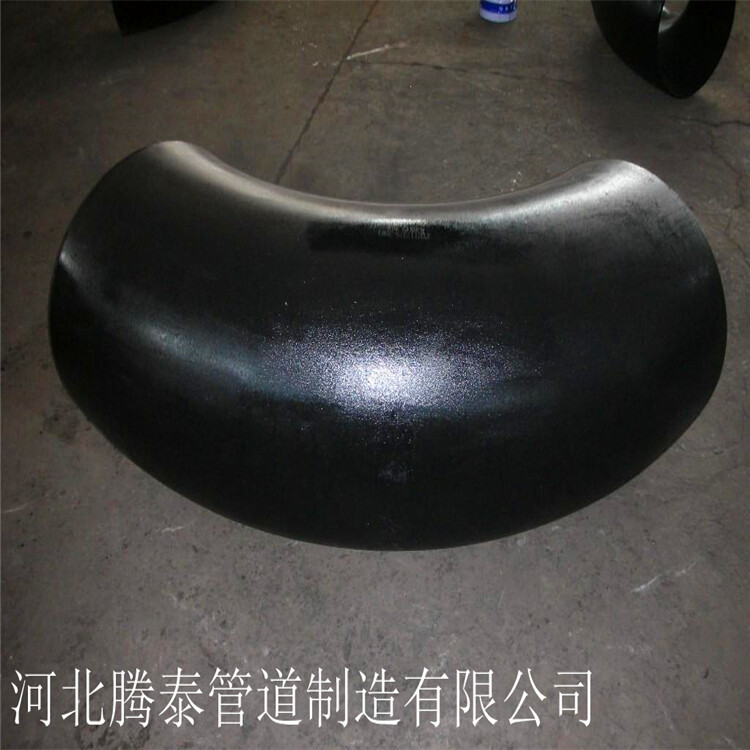
将已经淬火的热压弯头重新加热U型弯头的回火和退火是决定弯头成型后的质量的因素之一,如果把握好这两个环节,那我们的弯头生产必将会提高生产效率。
到一定温度,再用一定方法冷却称为回火。其目的是消除淬火产生的内应力,降低硬度和脆性,以取得预期的力学性能。回火分高温回火、中温回火和低温回火三类。回火多与淬火、正火配合使用。
碳钢弯头(HG20600、GB/T9121、JB/T83)制作较为简单,主要适用于具有腐蚀介质的管道系统;弯头焊环可采用不同的材料,降低弯头成本,提高使用性能。弯头密封面有突面、凹凸面、榫槽面.
使管子与管子相互连接的零件,连接于管端。弯头上有孔眼,螺栓使两弯头紧连。弯头间用衬垫密封。