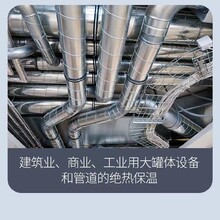
海绵橡胶的成型方法有挤出成型、模压成封,平板成型等各种方法。EPDM海绵常用用的一般是挤出方法(汽车零部件)。多半采用连续挤出的热空气硫化发泡的UHF法(微波和热空气并用)进行加工。制造海绵橡胶,除采用连续挤出硫化发泡法外,还有平板硫化发泡法。该方法很早以前就用于海绵橡胶的制造,其特点是能够制得含有微孔的海绵制品。当使用平板硫化机制造橡胶海绵时,一般采用二段硫化法(一段硫化,二段硫化)。一段硫化以发泡剂的分解为主要目的,一段硫化装胶量为模具容积的105℃,经低温短时间〔(100-120)℃X(5一10)min〕硫化后,把所制得的半硫化海绵橡胶装到二段硫化模具内,再高温长时间仁(120-160)℃X(10一15)min〕硫化,完成发泡过程。这样所得到的海绵橡胶制品的尺寸与模具的形状一样。一段硫化条件和二段硫化条件因橡胶海绵的硬度、大小、厚度以及胶种、配方的不同而不同。 赤峰销售电话: 河北销售电话:
橡胶原料的配制可分三个基本过程。 1.塑炼:塑练是将生胶剪断,并将生胶可塑化、均匀化,帮助配合剂的混练作业。其效果是改善药品的分散,防止作业中产生摩擦热,而致橡胶发生焦烧现象,进而改变橡胶的加工性。 2.混炼:混练是将配合药物均匀混入塑炼完成的生胶中,而混炼的优劣,直接影响制品的良否。药物分散不均,分子结构无法完全交联,橡胶则无法达到理想的物性。 3.压出:混炼完成的生胶,经过压出作业,将胶料中含有的多余空气压出,并完成所需的厚度,以利于模具内之成型作业。
生胶分子结构为不饱和长键的弹性体,所以成型的要件中,需有适当的药品添加物及外在环境因素(如时间、温度、压力等) ,将其不饱和键破坏,再重新结合为饱和键,并以真空辅助,将内含的空气完全逼出。 如此,才可令成型的橡胶,发挥其应有的特性。若其成型过程有任何缺失(如配方错误、时间不足、温度失当等),则可造成物性流失,多余药物释出,变形,老化加速,种种严重不良现象产生。