振动摩擦焊接机工作原理 振动焊接是摩擦焊接过程,其间被焊接的制件在压力下摩擦到一起直到生成的摩擦和剪切热量使头蚧面达到充分熔融状态。一旦熔融膜已经形成渗入到足够深的沓接区域,相对运动停止,在压力作用下焊缝冷却并固化。
公司简介:
本公司是一家集设备技术开发、生产、销售、服务为一体的综合性企业。
主要经营:
振动摩擦焊接机、超声波焊接机、红外线焊接机、高周波熔断机、热板机、旋转熔接机、高频感应加热机、非标定制机、模具等。
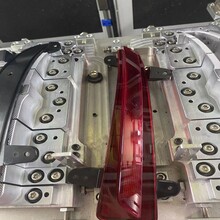
要正确安装上下治具才能正常调试及焊接产品.治具如下图分为上治具及下治具.
治具安装
打开隔音门,升降台面降至治具替换位置,把治具放在工作台面上. 把下治具对准活动平台安装孔
初次使用的治具的话,松开下治具调整螺丝.
在手动操作画面,按“治具替换”,在按“台面上升”,使台面上升之与位置决定孔.
固定上治具时,请先稍稍用力手工拧入上治具固定螺丝,同时检查螺丝是否容易旋进。如不是,把治具稍微调整治具位置直至容易旋入螺丝为止.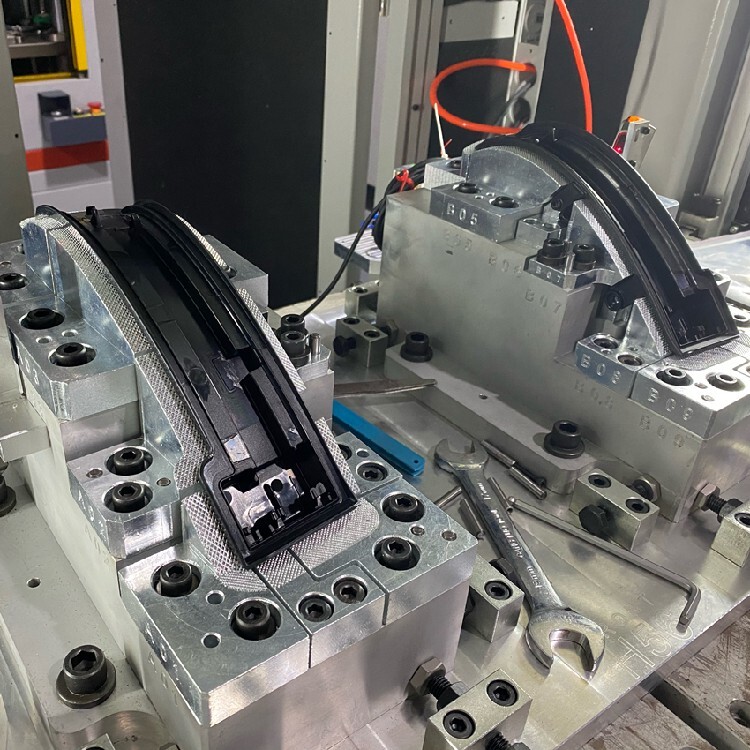
上治具
拧紧全固定螺丝
使用扭力扳手.
规定转力(Torque) : 100Nm.
上治具螺丝拧紧完,螺纹连接部长度要大概20 ~ 24mm,尽量使用合适的螺丝。
下治具
拧紧全固定螺丝
使用扭力扳手
振动板螺丝孔的固定螺丝连接部完成时,用螺旋钳的话,可能会断上治具固定螺丝。
上治具固定时,请注意拉力(Torque)