2.测量范围:0-5%/0-25%
3.检测原理:荧光淬灭、电化学、激光
4.检测精度:1PPm / 0.01%VOL
5.防爆等级:ExdibIICT6Gb
6.防护等级:IP66
7.响应时间:T90<20S等
在实际应用中,可以安装预处理系统,用于消除各种有机溶剂对传感器的腐蚀,从而确保设备的长期稳定运行。此外,该检测仪具有、快速响应等优点,能够满足双氧水装置流程工艺的要求。其次,该类设备在其产品质量方面也同样重要。在生产过程中,氧气的浓度会直接影响终产品的稳定性和纯度。氧含量检测仪通过实时监测,可以帮助操作人员微调反应条件,比如温度和压力,以确保符合产品的质量要求。
反应釜检测氧气浓度的必要性,体现在提升生产效率上。通过实时追踪氧气浓度的变化,我们可以地控制供氧或排氧的操作,从而优化生产流程,减少不必要的等待和延误,进而提升整体的生产效率。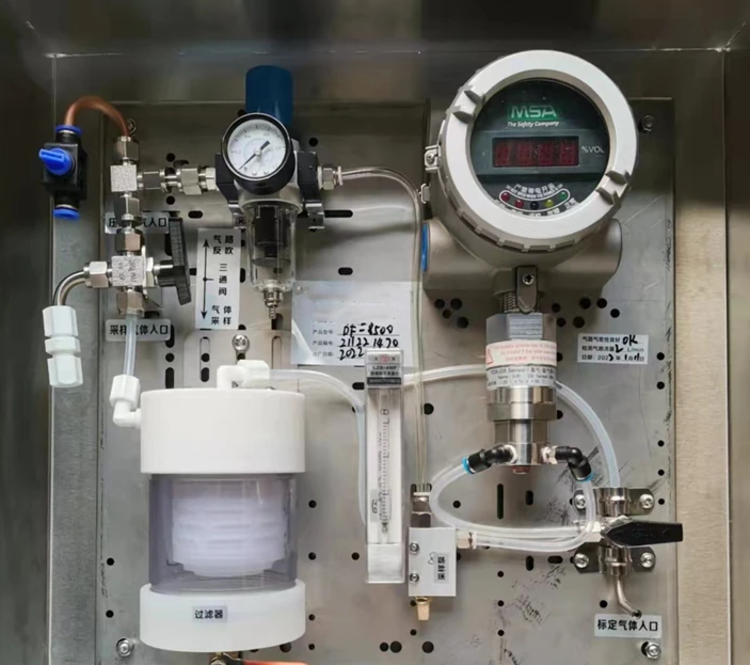
其次,氧气浓度对于制药、化工等行业的产品质量具有至关重要的影响。通过监测反应釜内的氧气浓度,我们能够确保产品生产的稳定性和一致性,避免因氧气浓度波动导致的质量波动,从而进一步提升产品质量。
反应釜检测氧气浓度在提高生产效率、产品质量和保障生产安全等方面发挥着重要作用。在实际应用中,我们应结合具体工艺要求和安全需要,选择合适的氧气浓度监测系统和设备,以实现生产过程的优化和安全保障。
该分析仪适用于医药行业中的反应釜内的氧气浓度实时监控。某制药企业需要批量生产药物,在生产过程中需要严格控制氧气浓度,一旦氧气浓度超过安全范围内,就会引发安全事故,造成更大的安全隐患。因此,该企业对于反应釜氧含量分析仪应用表现很看重。因为质量好、性能佳的分析仪可以保障安全生产。










